Einfacher stechdrehzyklus längs g811/plan g821, 14 st ec hdr e hzyklen – HEIDENHAIN MANUALplus 4110 Benutzerhandbuch
Seite 332
332
6 DIN-Programmierung
6.14 St
ec
hdr
e
hzyklen
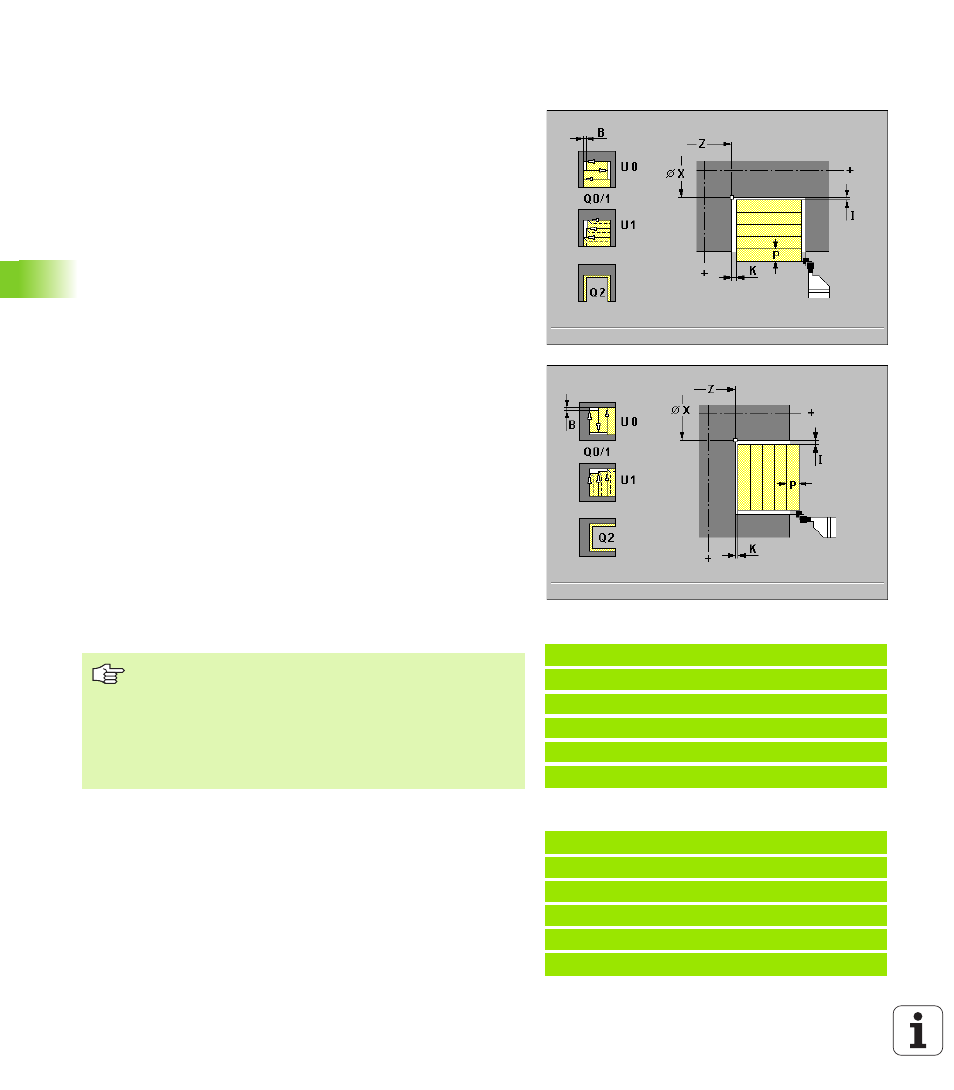
Einfacher Stechdrehzyklus längs G811/plan
G821
Die Zyklen zerspanen das durch die Werkzeugposition und „X, Z“
beschriebene Rechteck.
Parameter
8
X Bodeneckpunkt X
(Durchmessermaß)
8
Z Bodeneckpunkt Z
8
P maximale Zustellung
: Die Schnittaufteilung wird so berechnet,
dass ein „Schleifschnitt“ vermieden wird und die Zustellung <= P
ist.
8
I Aufmaß X
(default: 0)
8
K Aufmaß Z
(default: 0)
8
Q Schruppen/Schlichten
(default: 0)
Q=0: zuerst erfolgt die Vorbearbeitung unter Berücksichtigung
der Aufmaße und anschließend das Schlichten mit dem
Vorschub E
Q=1: nur Schruppen
Q=2: nur Schlichten – „I, K“ definiert das zu zerspanende Material
8
U Drehbearbeitung unidirektional
(default: 0):
U=0: bidirektional
U=1: unidirektional
– G811: in Richtung Hauptspindel
– G821: in Richtung „Bodeneckpunkt X“
8
B Versatzbreite
(default: 0)
8
O Einstechvorschub
(default: aktiver Vorschub)
8
E Schlichtvorschub
(default: aktiver Vorschub)
Hinweise zur Zyklusausführung:
Werkzeugposition nach Zyklusausführung: Zyklusstartpunkt
Beispiel: G811
%811.nc
[G811]
N1 T38 G95 F0.4 G96 S140 M3
N2 G0 X122 Z-30
N3 G811 X80 Z-60 P2 Q1 B0.1 O0.2
ENDE
Beispiel: G821
%821.nc
[G821]
N1 T30 G95 F0.4 G96 S140 M3
N2 G0 X100 Z5
N3 G821 X60 Z-15 P2 Q1 B0.1 O0.25
ENDE
Die Aufmaße I, K müssen beim Stechdrehen-Schlich-
ten (Q=2) unbedingt angeben werden, da sie das Mate-
rial definieren, das bei dem Schlichten zerspant wird.
Schneidenradiuskorrektur: wird durchgeführt.
G57/G58-Aufmaße werden verrechnet, wenn „I, K“
nicht programmiert werden. Nach der Zyklusausführung
werden die Aufmaße gelöscht.