Schruppen plan g82, 12 einf ac he dr ehzyklen – HEIDENHAIN MANUALplus 4110 Benutzerhandbuch
Seite 320
320
6 DIN-Programmierung
6.12 Einf
ac
he Dr
ehzyklen
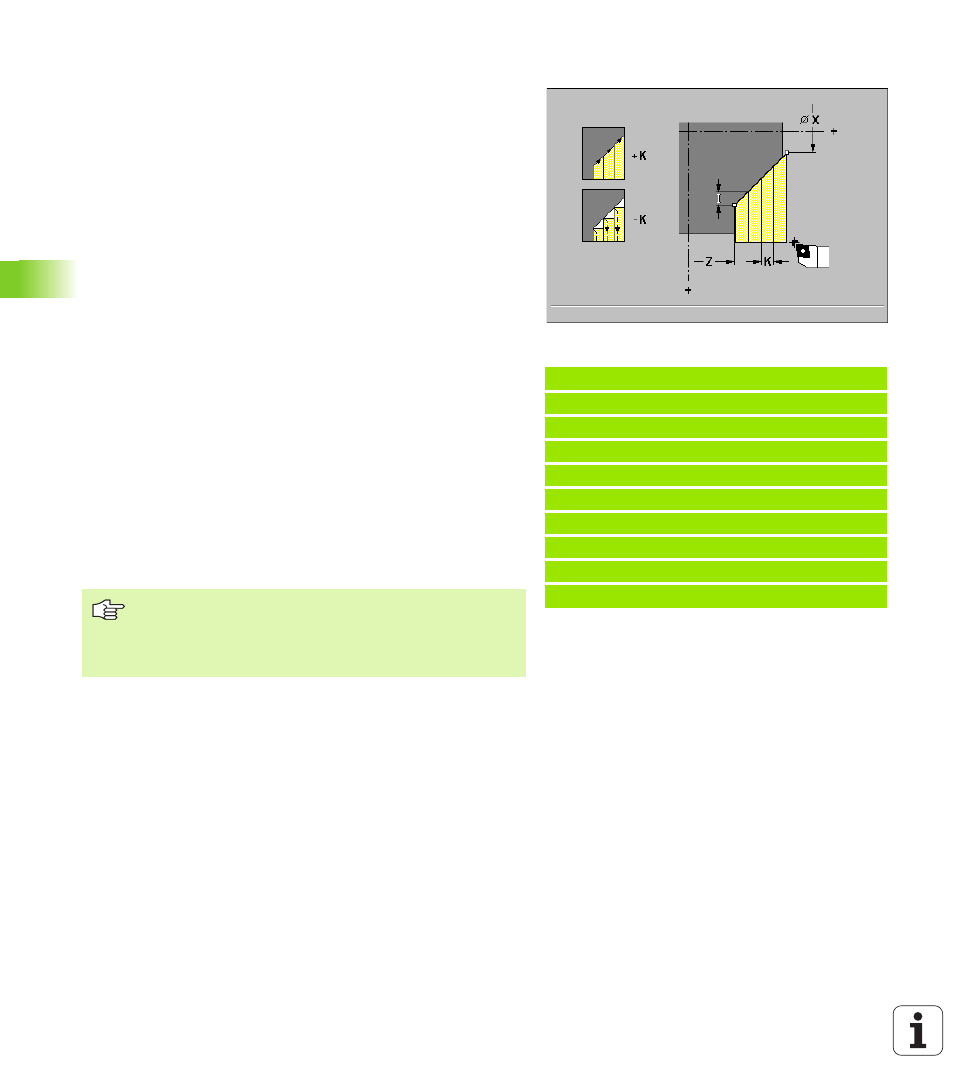
Schruppen plan G82
G82 zerspant den durch die aktuelle Werkzeugposition und „Z /X“
beschriebenen Konturbereich in Planrichtung.
Parameter
8
X Endpunkt
des Konturabschnitts (Durchmessermaß)
8
Z Anfangspunkt
des Konturabschnitts
8
I Versatz
: Zustellung in Z (default: 0)
8
K maximale Zustellung
in X: Die Schnittaufteilung wird so berech-
net, dass ein „Schleifschnitt“ vermieden wird und die errechnete
Zustellung <= K ist.
K>0: mit Abziehen der Kontur
K<0: ohne Abziehen der Kontur
8
Q G-Fkt. Zustell
: G-Funktion, mit der die Zustellung durchgeführt
wird
Q=0: Zustellung mit G0 (Eilgang)
Q=1: Zustellung mit G1 (Vorschub)
8
V Freifahrart
(default: 0)
V=0: zurück auf Zyklusstartpunkt in Z und letzten Abhebedurch-
messer in X
V=1: zurück zum Zyklusstartpunkt
Hinweise zur Zyklusausführung:
Den Winkel einer Schräge definieren Sie mit „I und K“.
Die MANUALplus ermittelt die Zerspan- und Zustellrichtung anhand
der aktuellen Werkzeugposition relativ zum Anfangspunkt/Endpunkt
des Konturabschnitts.
Beispiel: G82
%82.nc
[G82]
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G82 X20 Z-15 I4 K4 V0
N4 G0 X120 Z-15
N5 G82 X50 Z-26 I2 K-4 V1
N6 G0 X120 Z-26
N7 G82 X80 Z-45 K4 Q1
ENDE
Schneidenradiuskorrektur: wird nicht durchgeführt.
Aufmaße: G57-Aufmaße werden verrechnet. Sie blei-
ben nach Zyklusausführung aktiv.
Sicherheitsabstand nach einem Schnitt: 1 mm.