Freistichzyklus g85, 16 f reistic hzyklen – HEIDENHAIN MANUALplus 4110 Benutzerhandbuch
Seite 345
HEIDENHAIN MANUALplus 4110
345
6.16 F
reistic
hzyklen
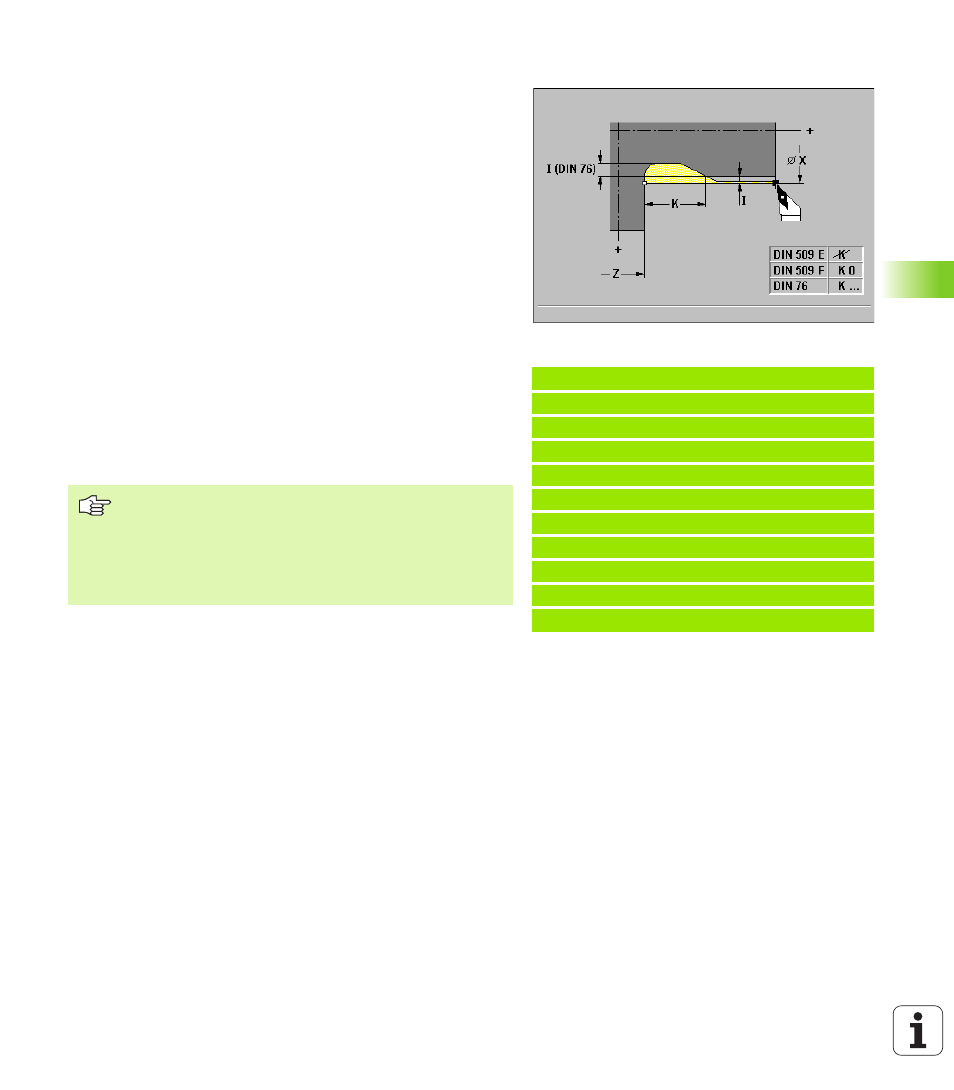
Freistichzyklus G85
G85 erstellt Freistiche nach DIN 509 E, DIN 509 F und DIN 76 (Gewin-
defreistich). Der vorgelagerte Zylinder wird bearbeitet, wenn das
Werkzeug auf dem Zylinderdurchmesser „vor“ dem Zylinder positio-
niert wird. Steht es nicht auf dem Zylinderdurchmesser, fährt es dia-
gonal an, um den Freistich zu fertigen.
Parameter
8
X Zielpunkt
(Durchmessermaß)
8
Z Zielpunkt
8
I Schleifaufmaß/Tiefe
DIN 509 E, F: Schleifaufmaß (default: 0)
DIN 76: Freistichtiefe
8
K Freistichlänge
(und Freistichtyp)
keine Eingabe: Freistich DIN 509 E
K=0: Freistich DIN 509 F
K>0: Freistichlänge bei DIN 76
8
E Reduzierter Vorschub:
für die Fertigung des Freistichs (default:
aktiver Vorschub)
Die Freistichparameter werden anhand des Zylinderdurchmessers
ermittelt (siehe Tabellen).
Beispiel: G85
%85.nc
[G85]
N1 T21 G95 F0.23 G96 S248 M3
N2 G0 X62 Z2
N3 G85 X60 Z-30 I0.3
N4 G1 X80
N5 G85 X80 Z-40 K0
N6 G1 X100
N7 G85 X100 Z-60 I1.2 K6 E0.11
N8 G1 X110
ENDE
Der Freistich wird nur in rechtwinkligen, achsparallelen
Konturecken auf der Längsachse ausgeführt.
Schneidenradiuskorrektur: wird nicht durchgeführt –
Sie können die SRK mit G41/G42 programmieren und
mit G40 wieder ausschalten.
Aufmaße: werden nicht verrechnet