Stechdrehzyklus längs g815/plan g825, 14 st ec hdr e hzyklen – HEIDENHAIN MANUALplus 4110 Benutzerhandbuch
Seite 333
HEIDENHAIN MANUALplus 4110
333
6.14 St
ec
hdr
e
hzyklen
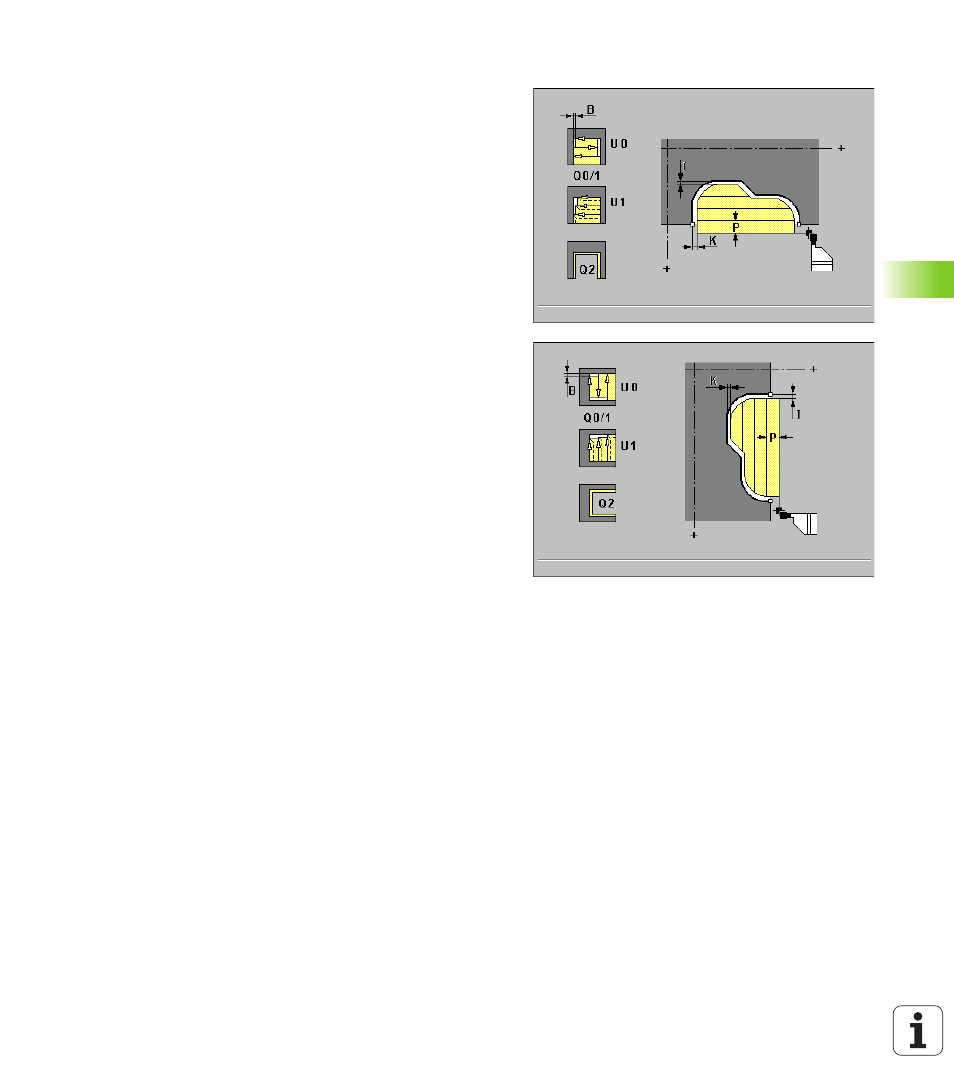
Stechdrehzyklus längs G815/plan G825
Die Zyklen zerspanen den durch die Werkzeugposition und der Kontur-
beschreibung in den Folgesätzen definierten Konturbereich (siehe
“Konturbeschreibung” auf Seite 310).
Parameter
8
X Schnittbegrenzung
(Durchmessermaß)
8
Z Schnittbegrenzung
8
P maximale Zustellung
: Die Schnittaufteilung wird so berechnet,
dass ein „Schleifschnitt“ vermieden wird und die Zustellung <= P
ist.
8
I Aufmaß X
(default: 0)
8
K Aufmaß Z
(default: 0)
8
Q Schruppen/Schlichten
(default: 0)
Q=0: zuerst erfolgt die Vorbearbeitung unter Berücksichtigung
der Aufmaße und anschließend das Schlichten mit dem
Vorschub E
Q=1: nur Schruppen
Q=2: nur Schlichten – „I, K“ definiert das zu zerspanende Material
8
U Drehbearbeitung unidirektional
(default: 0):
U=0: bidirektional
U=1: unidirektional
– G815: in Richtung Hauptspindel
– G825: in Richtung der Konturdefinition
8
B Versatzbreite
(default: 0)
8
R Drehtiefenkorrektur
(default: 0)
8
O Einstechvorschub
(default: aktiver Vorschub)
8
E Schlichtvorschub
(default: aktiver Vorschub)