Einfaches, eingängiges längsgewinde g350, 15 gewindezyklen – HEIDENHAIN MANUALplus 4110 Benutzerhandbuch
Seite 340
340
6 DIN-Programmierung
6.15 Gewindezyklen
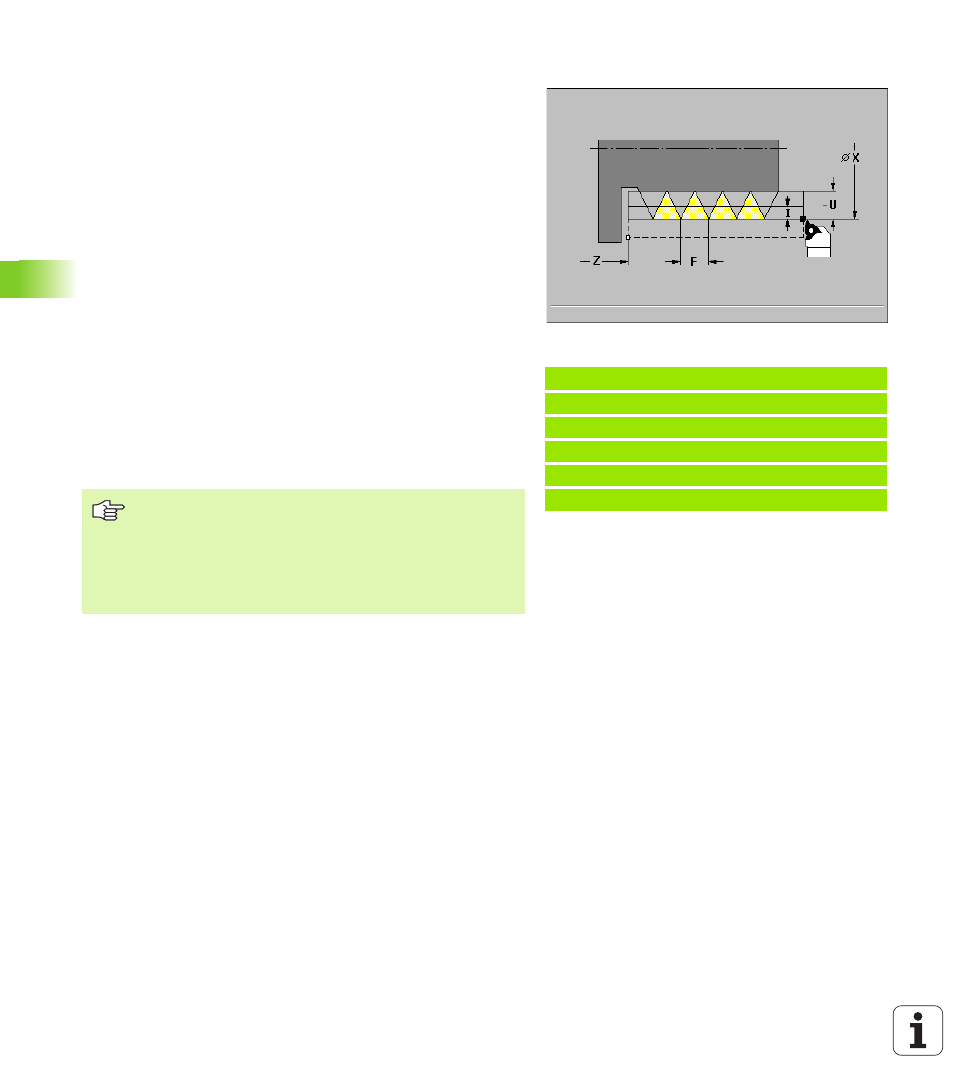
Einfaches, eingängiges Längsgewinde G350
G350 erstellt Längsgewinde (Innen- oder Außengewinde). Das
Gewinde beginnt an der aktuellen Werkzeugposition und endet im
„Endpunkt X, Z“.
Parameter
8
Z Endpunkt
Gewinde
8
F Gewindesteigung
8
U Gewindetiefe
U>0: Innengewinde
U<=0: Außengewinde (Längs- und Stirnseite)
U= +999 oder –999: Gewindetiefe wird berechnet
8
I maximale Zustellung
– keine Eingabe: I wird aus Gewindestei-
gung und Gewindetiefe errechnet
Innen- oder Außengewinde: siehe Vorzeichen von „U“
Handradüberlagerung (wenn Ihre Maschine dafür ausgerüstet ist):
Die Überlagerungen sind begrenzt:
X-Richtung: abhängig von aktueller Schnitttiefe – Start-/Endpunkt
Gewinde werden nicht überschritten
Z-Richtung: maximal 1 Gewindegang – Start-/Endpunkt Gewinde
werden nicht überschritten
Beispiel: G350
%350.nc
[G350]
N1 T45 G97 S1500 G95 F1.5 M3
N2 G0 X16 Z4
N3 G350 Z-29 F1.5 U-999
ENDE
„Zyklus-Stop“ wirkt am Ende eines Gewindeschnitts.
Vorschub- und Spindeloverride sind während der Zyklus-
ausführung nicht wirksam.
Sie aktivieren die Handradüberlagerung per Schalter am
Maschinenbedienpult.
Vorsteuerung ist ausgeschaltet