Kontur- und figurfräszyklus stirnfläche g793, 20 stir nfläc h enbearbeit ung – HEIDENHAIN MANUALplus 4110 Benutzerhandbuch
Seite 364
364
6 DIN-Programmierung
6.20 Stir
nfläc
h
enbearbeit
ung
Kontur- und Figurfräszyklus Stirnfläche G793
G793 fräst Figuren oder „freie Konturen“ (offen oder geschlossen) auf
der Stirnfläche. Dem G793 folgt:
die zu fräsende Figur mit:
Kreis (G304), Rechteck (G305) oder Vieleck (G307)
Abschluss der Fräskontur (G80)
die freie Kontur mit:
Anfangspunkt der Fräskontur (G100)
Fräskontur (G101, G102, G103)
Abschluss der Fräskontur (G80)
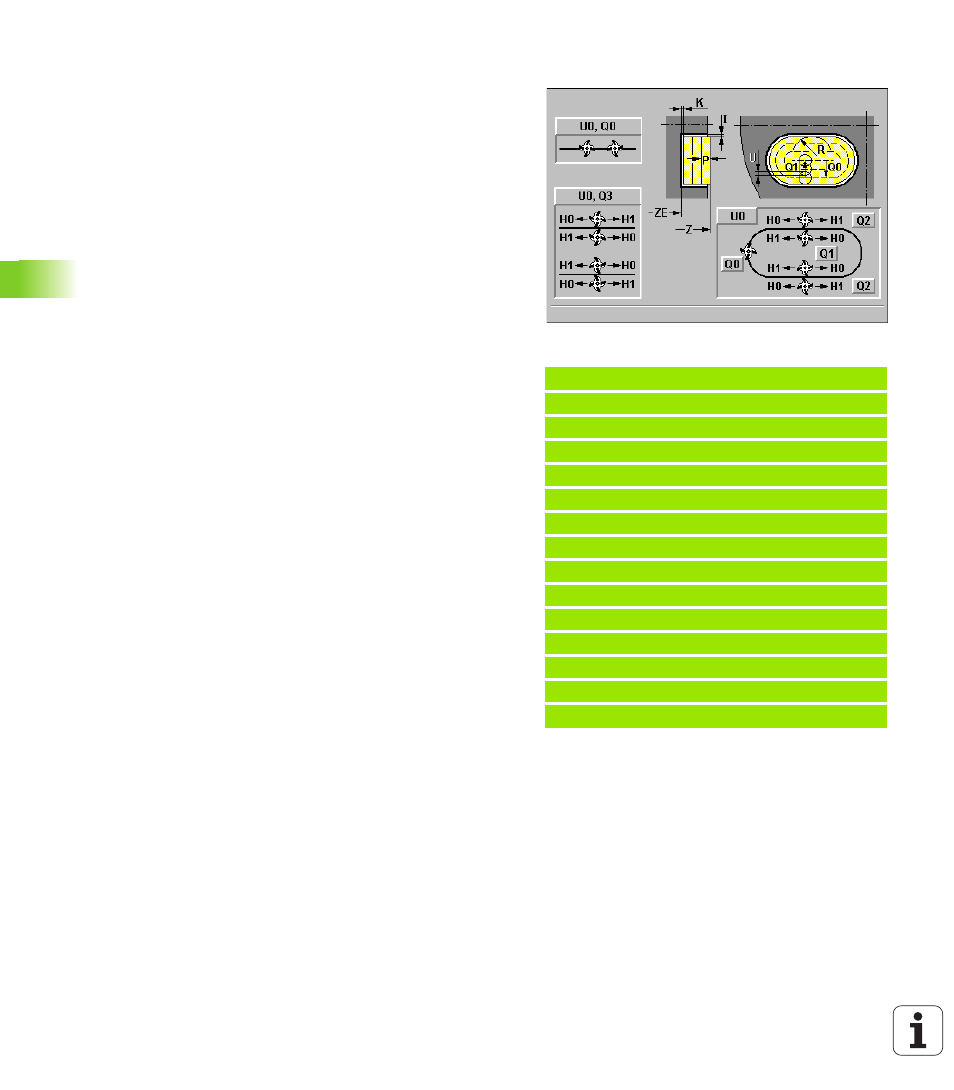
Parameter
8
Z Fräsoberkante
8
ZE Fräsgrund
8
P maximale Zustellung
(default: gesamte Tiefe in einer Zustellung)
8
U Überlappungsfaktor:
Kontur- oder Taschenfräsen (default: 0)
U=0: Konturfräsen
U>0: Taschenfräsen – minimale Überlappung der Fräsbahnen =
U*Fräserdurchmesser
8
R Einfahrradius
(Radius Ein-/Ausfahrbogen) – (default: 0)
R=0: Konturelement wird direkt angefahren; Zustellung auf
Anfahrpunkt oberhalb der Fräsebene – danach senkrechte Tiefen-
Zustellung
R>0: Fräser fährt Ein-/Ausfahrbogen, der tangential an das Kontu-
relement anschließt
R<0 bei Innenecken: Fräser fährt Ein-/Ausfahrbogen, der tangen-
tial an das Konturelement anschließt
R<0 bei Außenecken: Länge lineares Ein-/Ausfahrelement; Kontu-
relement wird tangential an-/abgefahren
8
I Aufmaß
konturparallel
8
K Aufmaß Z
(in Zustellrichtung)
8
F Zustellvorschub
für Tiefenzustellung (default: aktiver Vorschub)
8
E reduzierter Vorschub
für zirkulare Elemente (default: aktueller
Vorschub)
8
H Fräslaufrichtung
(default: 0): beeinflusst gemeinsam mit der
Drehrichtung des Fräsers die Fräsrichtung (siehe Hilfebild)
H=0: Gegenlauf
H=1: Gleichlauf
Beispiel: G793
%100.nc
[G100, G101, G102, G103, G793]
N1 T70 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N5 G793 Z2 ZE-5 P2 U0.5 R0 I0.5 F0.15 H0 Q0
N6 G100 XK20 YK5
N7 G101 XK50 B5
N8 G103 XK5 YK50 R50 Q1 B5
N9 G101 XK5 YK20 B5
N10 G102 XK20 YK5 R20 B5
N11 G80
N12 M15
ENDE