Metrisches iso-gewinde g35, 15 gewindezyklen – HEIDENHAIN MANUALplus 4110 Benutzerhandbuch
Seite 339
HEIDENHAIN MANUALplus 4110
339
6.15 Gewindezyklen
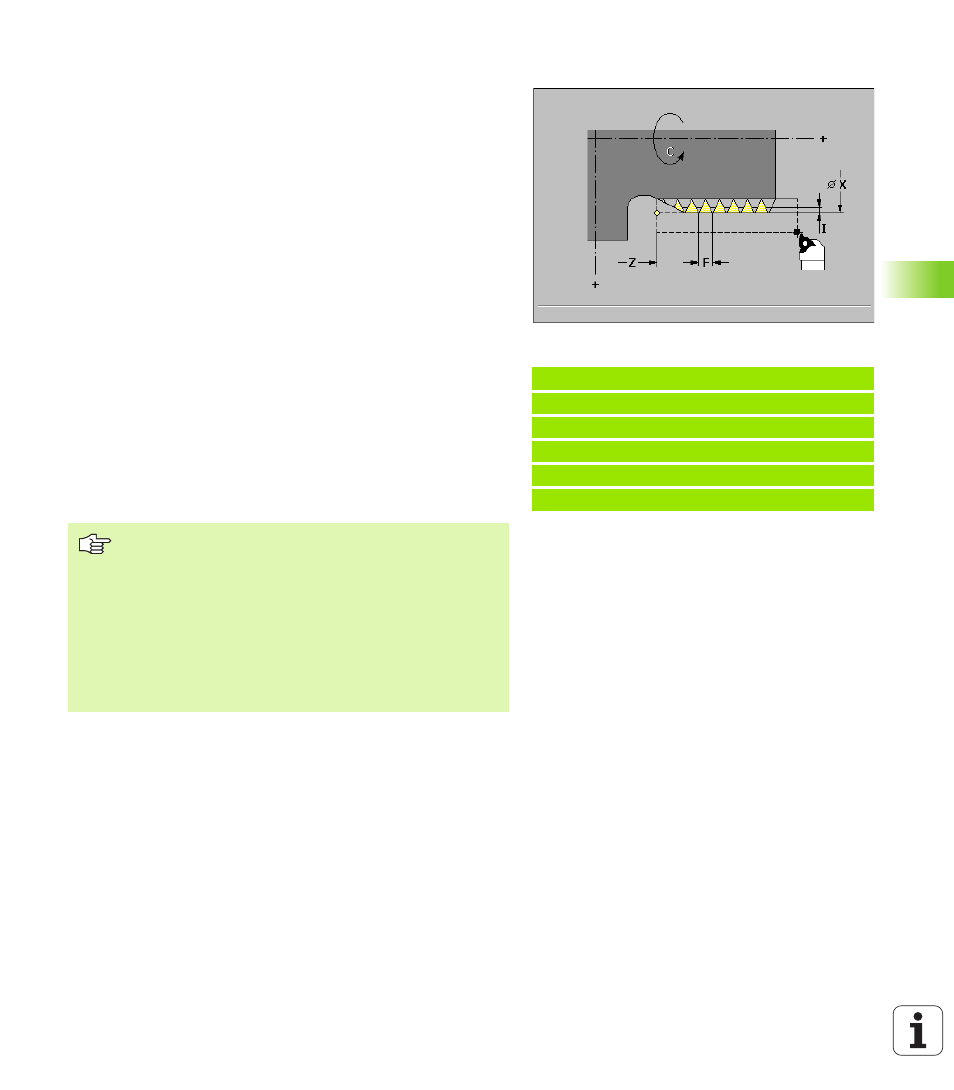
Metrisches ISO-Gewinde G35
G35 erstellt ein Längsgewinde (Innen- oder Außengewinde). Das
Gewinde beginnt an der aktuellen Werkzeugposition und endet im
„Endpunkt X, Z“.
Die MANUALplus ermittelt anhand der Werkzeugposition relativ zum
Endpunkt des Gewindes ob ein Außen- oder Innengewinde erstellt
wird.
Parameter
8
X Endpunkt
Gewinde (Durchmessermaß)
8
Z Endpunkt
Gewinde
8
F Gewindesteigung
– default: wird anhand des Durchmessers aus
der Tabelle ermittelt (siehe “Gewindesteigung” auf Seite 528)
8
I maximale Zustellung
– keine Eingabe: I wird aus Gewindestei-
gung und Gewindetiefe errechnet
8
Q Anzahl Leerdurchläufe
(default: 0): die nach dem letzten Schnitt
durchgeführt werden
8
B Restschnitte
(default: 0)
B=0: Aufteilung des „letzten Schnitts" in 1/2-, 1/4-, 1/8-, 1/8-
Schnitt.
B=1: ohne Restschnittaufteilung
Zustellungen: Wenn U/I einen Rest ergibt, gilt dieser „Rest" für die
erste Zustellung. Der „letzte Schnitt" wird in 1/2-, 1/4-, 1/8- und 1/8-
Schnitt aufgeteilt.
Beispiel: G35
%35.nc
[G35]
N1 T45 G97 S1500 M3
N2 G0 X16 Z4
N3 G35 X16 Z-29 F1.5
ENDE
„Zyklus-Stop“ wirkt am Ende eines Gewindeschnitts.
Vorschub- und Spindeloverride sind während der
Zyklusausführung nicht wirksam.
Bei Innengewinden sollte die „Gewindesteigung F“
vorgegeben werden, da der Durchmesser des Längs-
elements nicht der Gewindedurchmesser ist. Wird die
Ermittlung der Gewindesteigung durch die MANU-
ALplus genutzt, ist mit geringen Abweichungen zu
rechnen.
Vorsteuerung ist eingeschaltet