12 einfache drehzyklen, Schruppen längs g81 – HEIDENHAIN MANUALplus 4110 Benutzerhandbuch
Seite 319
HEIDENHAIN MANUALplus 4110
319
6.12 Einf
ac
he Dr
ehzyklen
6.12 Einfache Drehzyklen
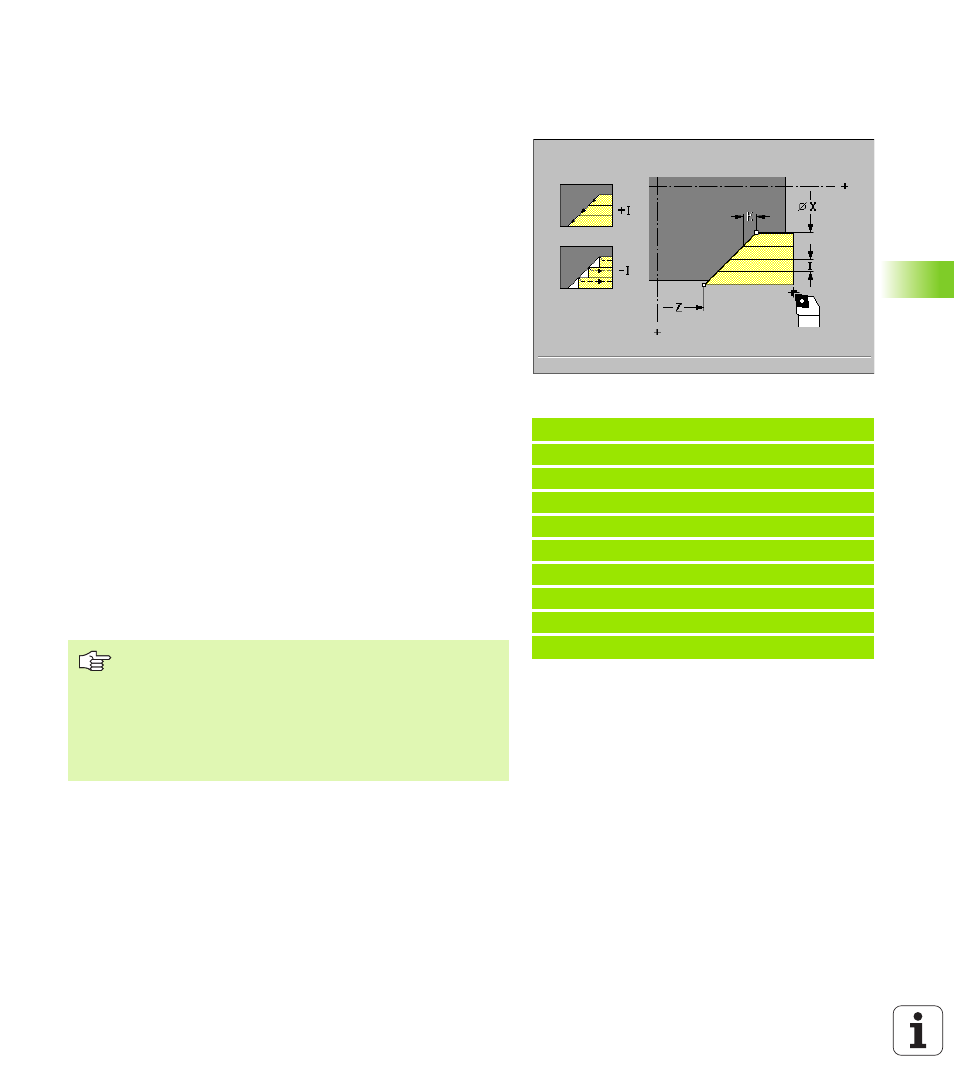
Schruppen längs G81
G81 zerspant den durch die aktuelle Werkzeugposition und „X/Z“
beschriebenen Konturbereich in Längsrichtung.
Parameter
8
X Anfangspunkt
des Konturabschnitts (Durchmessermaß)
8
Z Endpunkt
des Konturabschnitts
8
I maximale Zustellung
in X: Die Schnittaufteilung wird so berech-
net, dass ein „Schleifschnitt“ vermieden wird und die errechnete
Zustellung <= I ist.
I>0: mit Abziehen der Kontur
I<0: ohne Abziehen der Kontur
8
K Versatz
: Zustellung in Z (default: 0)
8
Q G-Fkt. Zustell
: G-Funktion, mit der die Zustellung durchgeführt
wird
Q=0: Zustellung mit G0
Q=1: Zustellung mit G1
8
V Freifahrart
(default: 0)
V=0: zurück auf Zyklusstartpunkt in Z und letzten Abhebedurch-
messer in X
V=1: zurück zum Zyklusstartpunkt
Hinweise zur Zyklusausführung:
Den Winkel einer Schräge definieren Sie mit „I und K“.
Die MANUALplus ermittelt die Zerspan- und Zustellrichtung anhand
der aktuellen Werkzeugposition relativ zum Anfangspunkt/Endpunkt
des Konturabschnitts.
Beispiel: G81
%81.nc
[G81]
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G81 X100 Z-70 I4 K4 V0
N4 G0 X100 Z2
N5 G81 X80 Z-60 I-4 K2 V1
N6 G0 X80 Z2
N7 G81 X50 Z-45 I4 Q1
ENDE
Schneidenradiuskorrektur: wird nicht durchgeführt.
Aufmaße: G57-Aufmaße werden verrechnet. Sie blei-
ben nach Zyklusausführung aktiv.
Aufmaße bei Innenkonturen: programmieren Sie
negative G57-Aufmaße (ist nur mit „Freie Eingabe“
möglich)
Sicherheitsabstand nach einem Schnitt: 1 mm.