Konturschruppen plan g827/g828 – HEIDENHAIN MANUALplus 4110 Benutzerhandbuch
Seite 314
314
6 DIN-Programmierung
6.1
1
K
ont
urbez
o
g
e
ne Dr
ehzyklen
Konturschruppen plan G827/G828
Der Zyklus zerspant den durch die Werkzeugposition und der Kontur-
beschreibung in den Folgesätzen definierten Konturbereich in Plan-
richtung ohne Eintauchen (siehe “Konturbeschreibung” auf
Seite 310).
Parameter
8
Z Schnittbegrenzung
: Die Zerspanung erfolgt bis zur „Schnittbe-
grenzung“.
8
P maximale Zustellung
: Die Schnittaufteilung wird so berechnet,
dass ein „Schleifschnitt“ vermieden wird und die Zustellung <= P
ist.
8
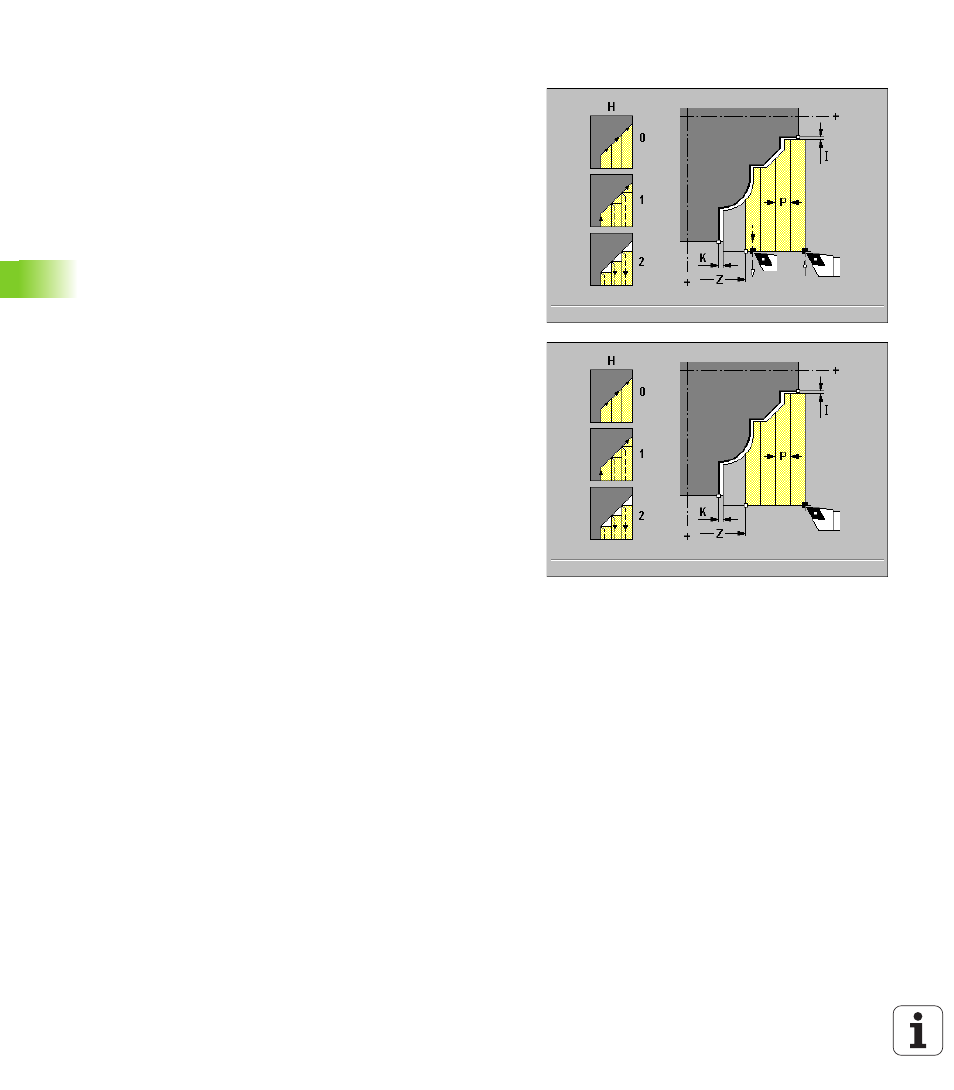
H Abfahrart
(default: 1):
H=0: spant nach jedem Schnitt entlang der Kontur
H=1: hebt unter 45° ab; spant mit dem letzten Schnitt entlang der
Kontur
H=2: hebt unter 45° ab – es erfolgt kein Schnitt entlang der Kontur
8
I Aufmaß X
(Durchmessermaß) – (default: 0)
8
K Aufmaß Z
(default: 0)