5 icp-beispiel „fräsen, 5 icp -beispiel „f räsen“ 9.5 icp-beispiel „fräsen – HEIDENHAIN MANUALplus 4110 Benutzerhandbuch
Seite 511
HEIDENHAIN MANUALplus 4110
511
9.5 ICP
-Beispiel „F
räsen“
9.5
ICP-Beispiel „Fräsen“
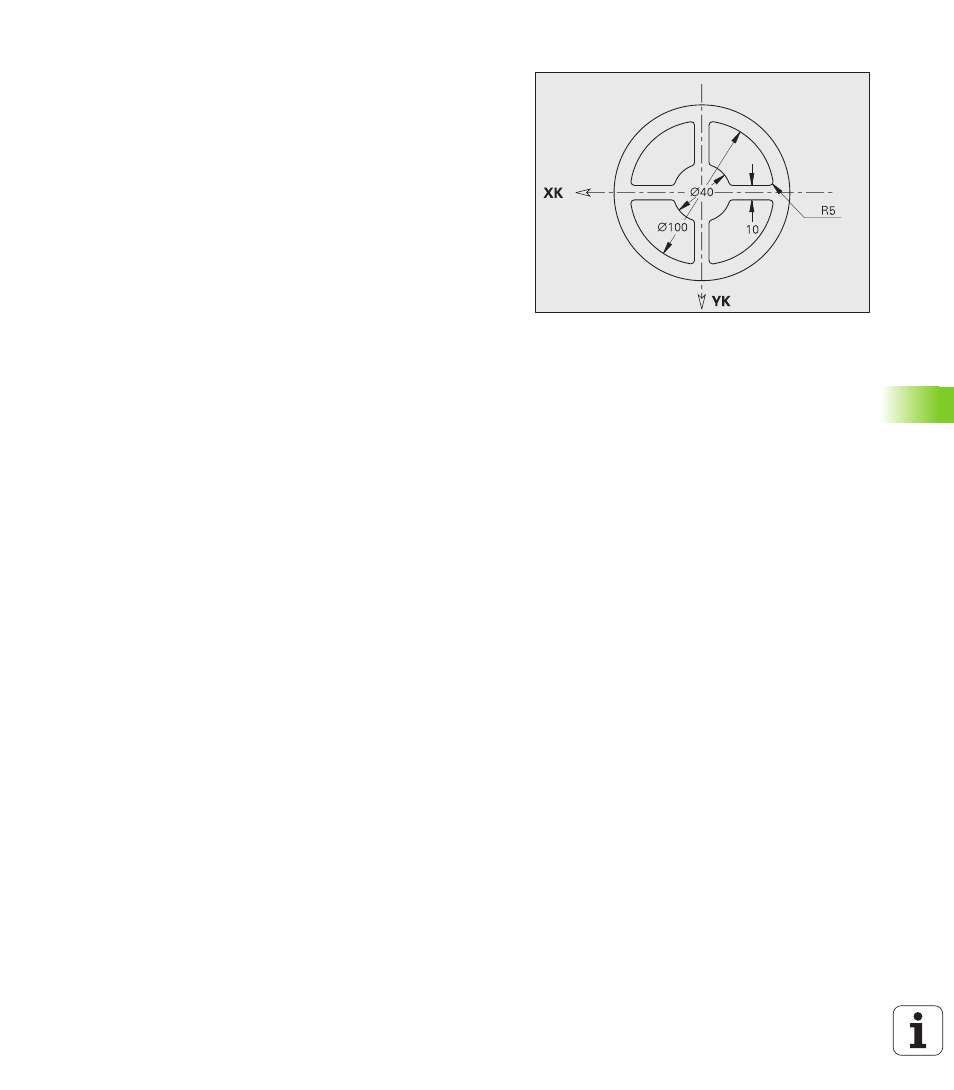
Das Fräs-Beispiel erläutert den Einsatz einer ICP-Kontur bei einer
Musterbearbeitung. Ausgehend von der Fertigungszeichnung werden
die einzelnen Arbeitsschritte zur Erstellung der ICP-Kontur und zum
Einbinden der Kontur in ICP-Zyklen vorgestellt.
Am Ende der Bearbeitung stehen die ICP-Konturbeschreibung und das
Zyklenprogramm zur Verfügung.
Die Bearbeitung erfolgt mit „ICP-Kontur Muster zirkular axial“.
Eingesetztes Werkzeug
Fräswerkzeug:
Position T40
WO = 8 Werkzeugorientierung
I = 8 Fräserdurchmesser
K = 4 Zähnezahl
TF = 0,025 Vorschub pro Zahn
Arbeitsablauf
8
vorausgesetzt wird:
– die Drehbearbeitung ist abgeschlossen
– die Werkzeugmaße sind ermittelt
8
auf „Einlernen“ wechseln
8
Positionierzyklen für Werkzeugwechsel eingeben
8
„Kontur ICP axial“ aufrufen
8
„Muster zirkular“ zuschalten
8
ICP-Kontur erstellen
8
ICP-Kontur in Fräszyklus-Schruppen einbinden
8
Fräszyklus-Schlichten erstellen
8
ICP-Kontur in Fräszyklus-Schlichten einbinden
ICP-Konturdefinition in Mustern
In diesem Beispiel wird die erste Fräskontur so wie in der Fertigungs-
zeichnung angegeben programmiert. Deshalb gilt der Koordinatenur-
sprung als Referenzpunkt bei der Definiton der Musterpositionen.
Alternativ können Sie die erste Fräskontur „im Koordinatenursprung“
vermaßen und die Lage der Fräskonturen in den Musterpositionen
definieren.