19 c-achs-befehle, Nullpunkt-verschiebung c-achse g152, C-achse normieren g153 – HEIDENHAIN MANUALplus 4110 Benutzerhandbuch
Seite 359
HEIDENHAIN MANUALplus 4110
359
6.1
9
C-A
c
hs-Bef
ehle
6.19 C-Achs-Befehle
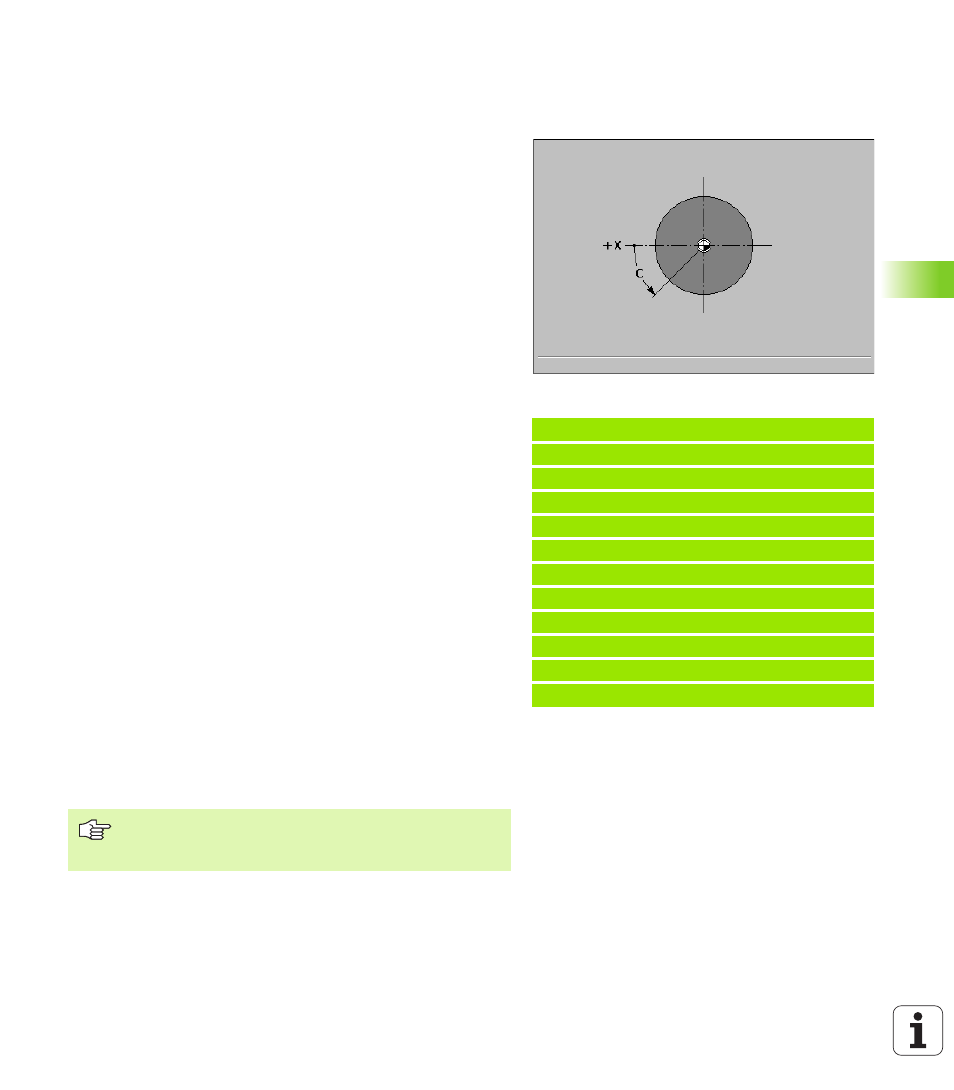
Nullpunkt-Verschiebung C-Achse G152
G152 definiert den Nullpunkt der C-Achse absolut (Bezug: Maschinen-
Parameter 1005 „Referenzpunkt-C-Achse"). Der Nullpunkt gilt bis Pro-
grammende.
Parameter
8
C Winkel:
Spindelposition des „neuen" C-Achs-Nullpunktes
C-Achse normieren G153
G153 setzt einen Verfahrwinkel >360° oder <0° auf den Winkel
modulo 360° zurück, ohne dass die C-Achse verfahren wird.
Beispiel: G152
%152.nc
[G152]
N1 M5
N2 T71 G197 S1010 G193 F0.08 M104
N3 M14
N4 G152 C30
N5 G110 C0
N6 G0 X122 Z-50
N7 G744 X122 Z-50 ZE-50 C0 Wi90 Q4
N8 G792 K30 A0 X100 J11 P5 F0.15
N9 M15
ENDE
G153 wird nur für die Mantelflächenbearbeitung einge-
setzt. Auf der Stirnfläche erfolgt eine automatische
Modulo 360° Normierung.