15 gewindezyklen, Universalgewindezyklus g31 – HEIDENHAIN MANUALplus 4110 Benutzerhandbuch
Seite 335
HEIDENHAIN MANUALplus 4110
335
6.15 Gewindezyklen
6.15 Gewindezyklen
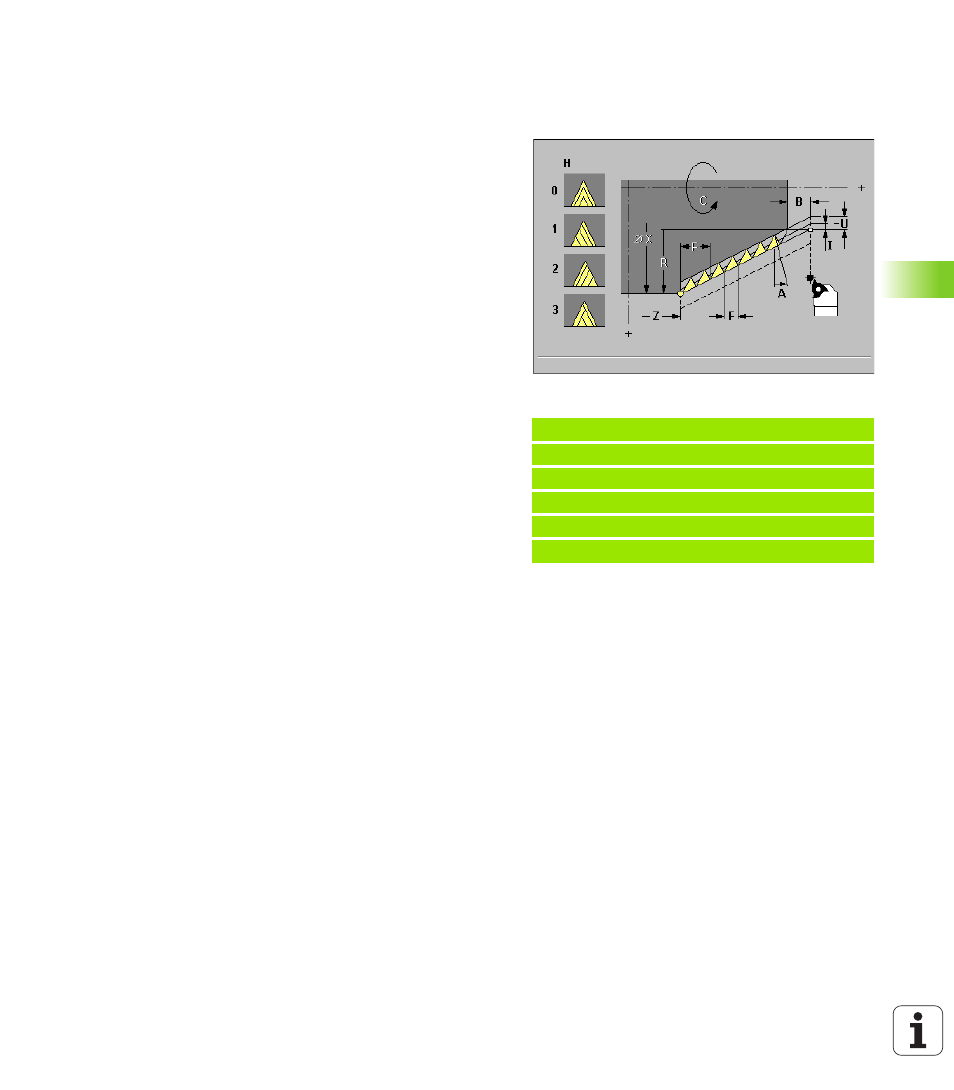
Universalgewindezyklus G31
G31 erstellt Gewinde in beliebiger Richtung und Lage (Längs-, Kegel-
oder Plangewinde; Innen- oder Außengewinde). Es können mehrere
Gewinde gekettet werden.
Parameter
8
X Endpunkt
Gewinde (Durchmessermaß)
8
Z Endpunkt
Gewinde
8
F Gewindesteigung
8
U Gewindetiefe
U>0: Innengewinde
U<=0: Außengewinde (Längs- und Stirnseite)
U= +999 oder –999: Gewindetiefe wird berechnet
8
I maximale Zustellung
8
R Radiendifferenz
(default: 0): Differenz zwischen Durchmesser
Gewindeanfang (XA) und Gewindeende (X). R ist bei abfallender
Kontur negativ.
R=(X–XA)/2
8
B Anlauflänge:
Strecke, um auf die programmierte Vorschubge-
schwindigkeit zu beschleunigen
keine Eingabe: interne Berechnung (siehe “Gewindeanlauf/Gewin-
deauslauf” auf Seite 163)
8
P Überlauflänge:
Strecke, um den Schlitten abzubremsen
keine Eingabe: interne Berechnung (siehe “Gewindeanlauf/Gewin-
deauslauf” auf Seite 163)
8
A Zustellwinkel
: Bereich: 0° < A < 60°
keine Eingabe: A=arctan (0,5*F/U)
8
V Zustellart
(default: 0)
V=0: konstanter Spanquerschnitt
V=1: konstante Zustellung
V=2: mit Restschnittaufteilung
V=3: ohne Restschnittaufteilung
8
H Versatzart
(default: 0)
H=0: ohne Versatz
H=1: Versatz von links in Richtung Gewindegrund
H=2: Versatz von rechts in Richtung Gewindegrund
H=3: Versatz abwechselnd rechts/links (Zickzack)
8
Q Anzahl Leerdurchläufe
nach dem letzten Schnitt (default: 0)
8
C Startwinkel
: Position der Hauptspindel beim Gewindestart
(default : 0°)
G31 ohne Konturbeschreibung: „X, Z“ wird programmiert – das
Gewinde beginnt an der aktuellen Werkzeugposition und endet im
„Endpunkt X, Z“.
Beispiel: G31
%31.nc
[G31]
N1 T45 G97 S800 M3
N2 G0 X20 Z5
N3 G31 Z-50 F1.5 I0.2
ENDE