9 bohr - und f räsmust er – HEIDENHAIN MANUALplus 4110 Benutzerhandbuch
Seite 233
HEIDENHAIN MANUALplus 4110
233
4.9 Bohr
- und F
räsmust
er
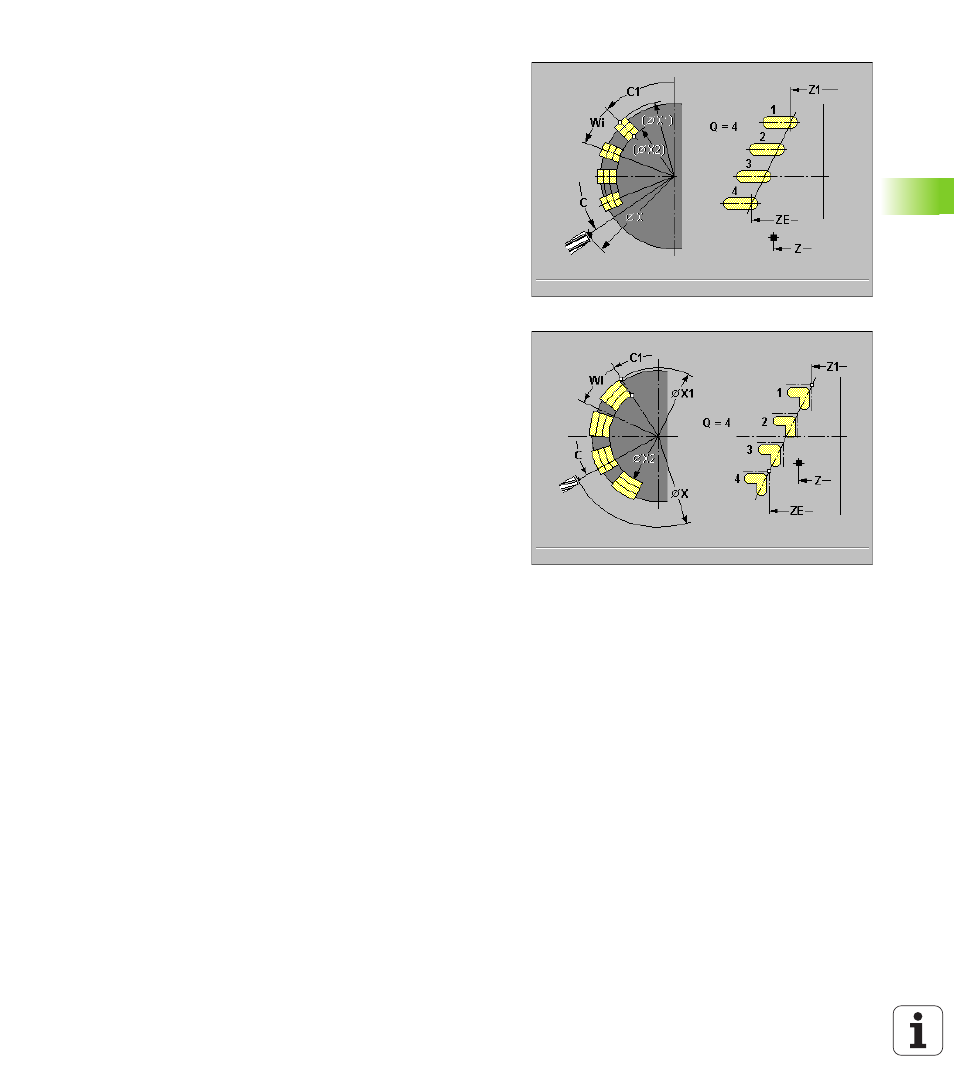
Zyklusparameter
8
X, Z Startpunkt
8
C Spindelwinkel
(C-Achsposition) – default: aktueller Spindelwinkel
8
Z1 Startpunkt Muster:
Position 1. Bohrung/Nut (Polarkoordinaten)
8
C1 Winkel 1. Bohrung/Nut:
Anfangswinkel (Polarkoordinaten)
8
ZE Endpunkt Muster
– default: Z1
8
Wi Winkelinkremt Musterabstand
– default: Bohrungen/Fräsbear-
beitungen werden gleichmäßig auf dem Umfang angeordnet
8
Q Anzahl der Bohrungen/Nuten
– default: 1
8
T Werkzeugnummer
8
S Drehzahl/Schnittgeschwindigkeit
8
F Umdrehungsvorschub
Die Muster-Positionen definieren Sie mit „ZE – Wi“ oder „Wi – Q“.
Zusätzlich werden die Parameter der Bohrung/Fräsbearbeitung ange-
fordert.
Zyklusausführung
1
Positionieren (abhängig von der Maschinenkonfiguration):
ohne C-Achse: positioniert auf „Spindelwinkel C“
mit C-Achse: schaltet die C-Achse ein und positioniert im Eilgang
auf „Spindelwinkel C“
manueller Betrieb: Bearbeitung ab aktuellem Spindelwinkel
2
errechnet die Muster-Positionen
3
positioniert auf „Anfangspunkt Muster“
4
führt die Bohrung/Fräsbearbeitung durch
5
positioniert für die nächste Bearbeitung
6
wiederholt 4...5, bis alle Bearbeitungen gefertigt sind
7
positioniert auf „Startpunkt Z“ und schaltet die C-Achse aus