20 stirnflächenbearbeitung, Startpunkt kontur/eilgang g100 – HEIDENHAIN MANUALplus 4110 Benutzerhandbuch
Seite 360
360
6 DIN-Programmierung
6.20 Stir
nfläc
h
enbearbeit
ung
6.20 Stirnflächenbearbeitung
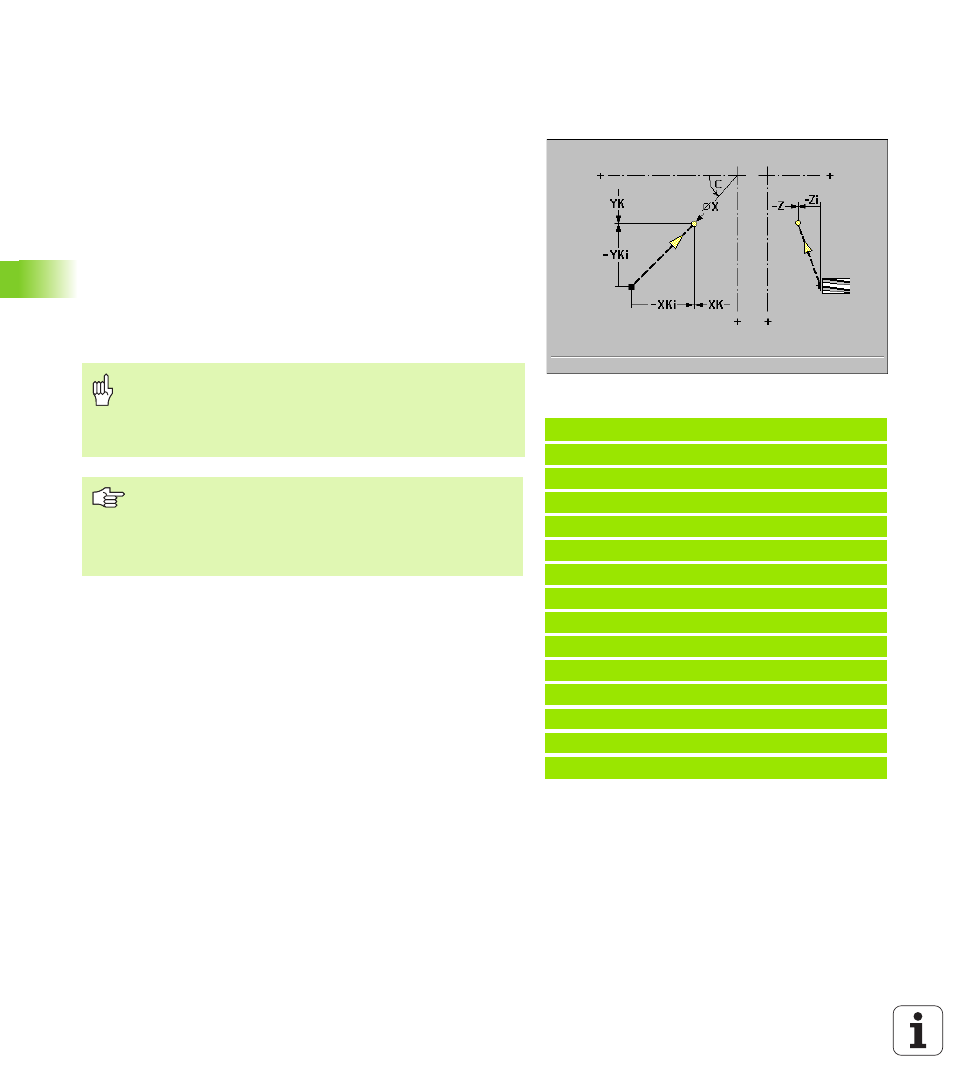
Startpunkt Kontur/Eilgang G100
Geometriebefehl: G100 definiert den Anfangspunkt einer Stirnflä-
chenkontur.
Bearbeitungsbefehl: Das Werkzeug verfährt im Eilgang auf kürze-
stem Weg zum „Endpunkt".
Parameter
8
X Endpunkt
(Durchmessermaß)
8
C Endwinkel
– Winkelrichtung: siehe Hilfebild
8
XK Endpunkt
(kartesisch)
8
YK Endpunkt
(kartesisch)
8
Z Endpunkt
Beispiel: G100
%100.nc
[G100, G101, G102, G103]
N1 T70 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N5 G793 Z2 ZE-5 P2 U0.5 R0 I0.5 F0.15 H0 Q0
N6 G100 XK20 YK5
N7 G101 XK50 B5
N8 G103 XK5 YK50 R50 Q1 B5
N9 G101 XK5 YK20 B5
N10 G102 XK20 YK5 R20 B5
N11 G80
N12 M15
ENDE
Achtung Kollisionsgefahr !
Bei G100 führt das Werkzeug eine geradlinige Bewegung
durch – auch wenn Sie nur „C“ programmieren. Benutzen
Sie G110 zur Positionierung des Werkstücks auf einen
bestimmten Winkel.
Definieren Sie den „Anfangspunkt Kontur“ bzw. End-
punkt entweder mit polaren oder kartesischen Koordi-
naten.
nur bei G100 als Bearbeitungsbefehl zugelassen: Para-
meter Z