Einfacher stechzyklus axial g865/radial g866 – HEIDENHAIN MANUALplus 4110 Benutzerhandbuch
Seite 328
328
6 DIN-Programmierung
6.13 Einst
e
c
h
zyklen
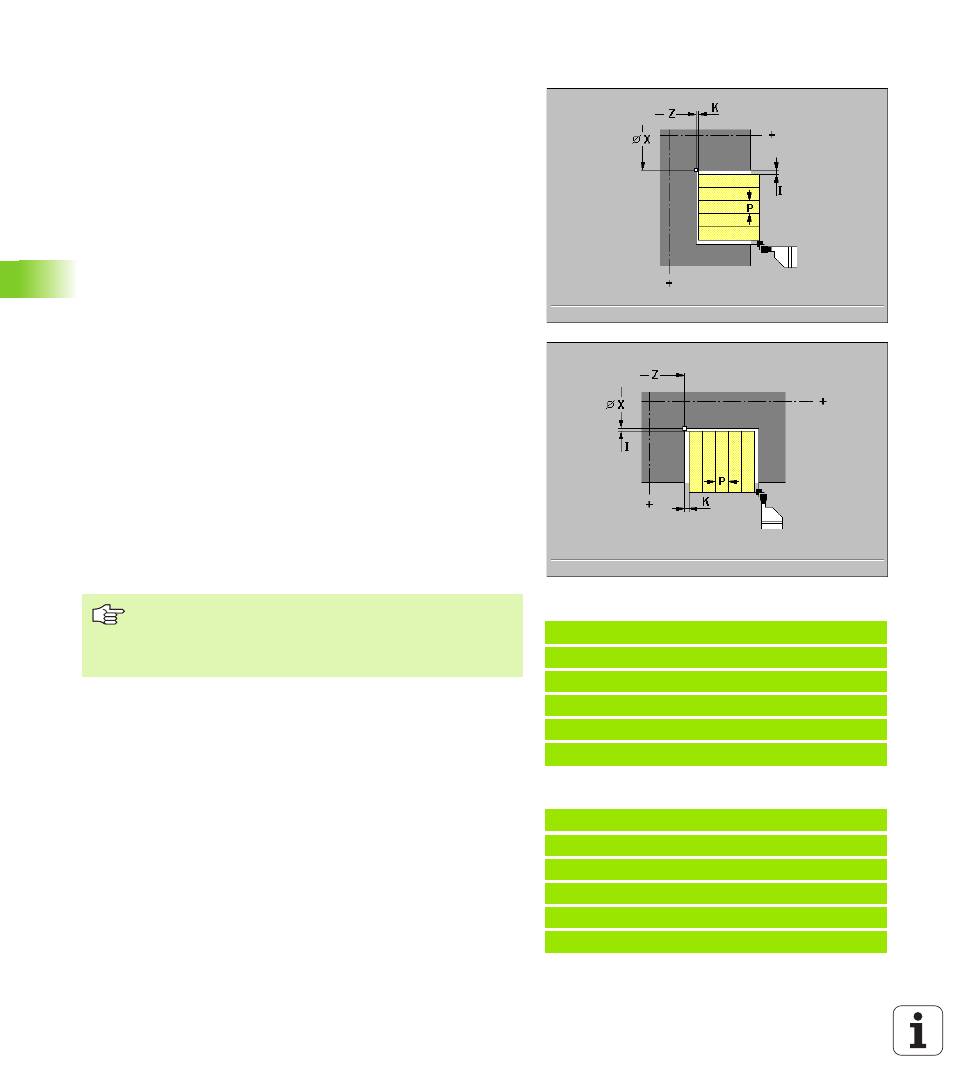
Einfacher Stechzyklus axial G865/radial G866
Die Zyklen stechen axial/radial das durch die Werkzeugposition und
„X, Z“ beschriebene Rechteck.
Parameter
8
X Bodeneckpunkt X
(Durchmessermaß)
8
Z Bodeneckpunkt Z
8
P Stechbreite
P nicht angegeben: Zustellungen <= 0,8 * Schneidenbreite des
Werkzeugs
P angegeben: Zustellungen <= P
8
I Aufmaß X
(default: 0)
8
K Aufmaß Z
(default: 0)
8
Q Schruppen/Schlichten
Q=0: nur Schruppen
Q=1: zuerst erfolgt das Vorstechen unter Berücksichtigung der
Aufmaße und anschließend das Schlichten mit dem Vorschub E
8
E Schlichtvorschub
oder Verweilzeit
bei Q=0: Verweilzeit (Freischneidezeit) – default: Zeitdauer von
zwei Umdrehungen
bei Q=1: Schlichtvorschub – default: aktiver Vorschub
Hinweise zur Zyklusausführung:
Die MANUALplus ermittelt die Zerspanrichtung anhand der aktuel-
len Werkzeugposition relativ zum Anfangspunkt/Endpunkt des Kon-
turabschnitts.
Werkzeugposition nach Zyklusausführung: Zyklusstartpunkt
Beispiel: G865
%865.nc
[G865]
N1 T38 G95 F0.15 G96 S200 M3
N2 G0 X120 Z1
N3 G865 X102 Z-4 I0.5 K0.2 Q1 E0.11
ENDE
Beispiel: G866
%866.nc
[G866]
N1 T30 G95 F0.15 G96 S200 M3
N2 G0 X62 Z-18
N3 G866 X54 Z-30 I0.2 K1 Q1 E0.12
ENDE
Schneidenradiuskorrektur: wird durchgeführt.
G57/G58-Aufmaße werden verrechnet, wenn „I, K“
nicht programmiert werden. Nach der Zyklusausfüh-
rung werden die Aufmaße gelöscht.