Variablen, 26 v a ri ablenpr ogr a mmier ung – HEIDENHAIN MANUALplus 4110 Benutzerhandbuch
Seite 397
HEIDENHAIN MANUALplus 4110
397
6.26 V
a
ri
ablenpr
ogr
a
mmier
ung
#-Variablen
Die MANUALplus unterscheidet Gültigkeitsbereiche aufgrund der
Nummernkreise:
#0 .. #45: globale Variable
Globale Variable bleiben nach Programmende erhalten und können
von dem folgenden NC-Programm ausgewertet werden.
#46 .. #50 reservierte Variablen für Expertenprogramme
dürfen Sie nicht in Ihrem NC-Programm verwenden.
#256 .. #285 lokale Variable
gelten innerhalb eines Unterprogramms.
Parameterwerte lesen
Syntax:#1 = PARA(x,y,z)
Informationen in Variablen
Sie können folgende Werkzeug- und NC-Informationen aus Variablen
auslesen (siehe Tabellen rechts und Folgeseite).
Beispiel: „#-Variable“
. . .
N.. #1=PARA(1,7,2) [liest „Maschinenmaß 1
Z“ in Variable #1 ]
N.. . . .
N.. #1=#1+1
N.. G1 X#1
N.. G1 X(SQRT(3*(SIN(30)))
N.. #1=(ABS(#2+0.5))
. . .
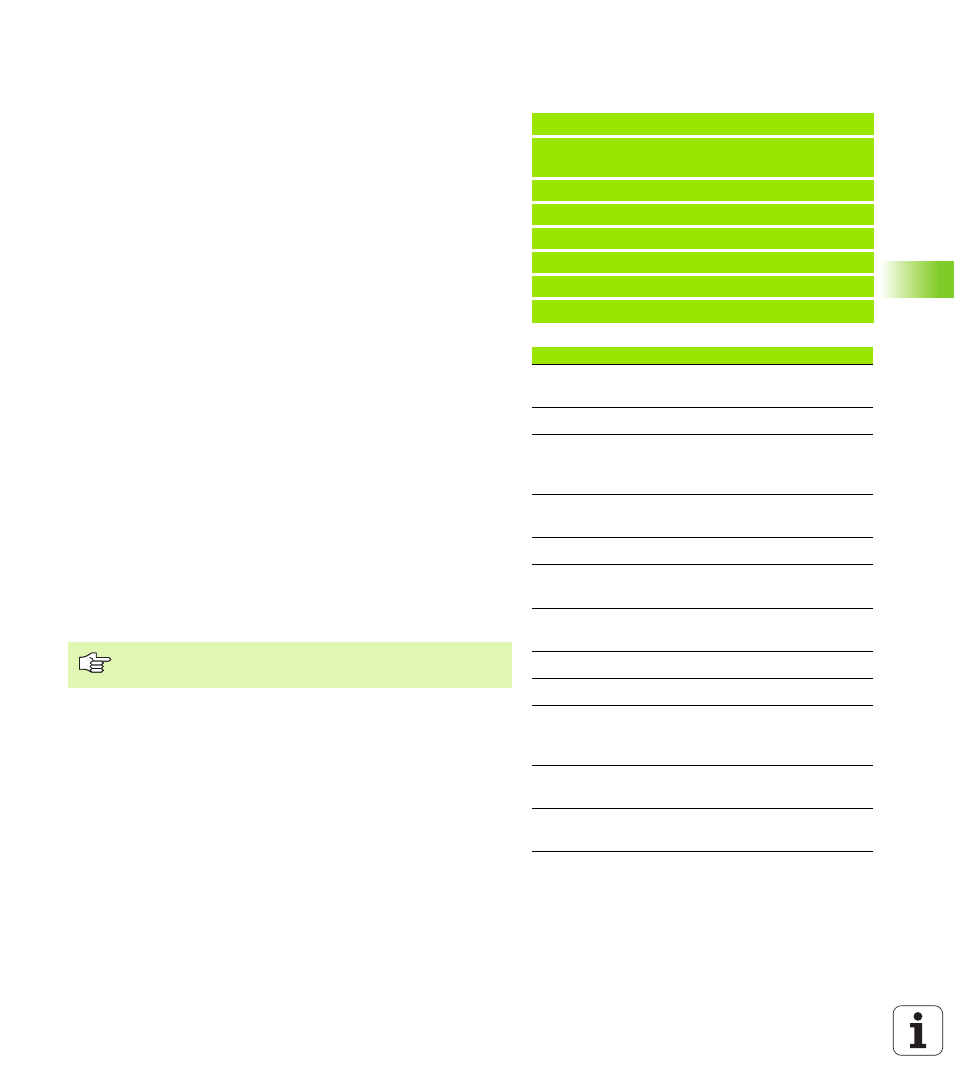
#-Variable
NC-Informationen
#768, #770
letzte programmierte Position X (Radi-
usmaß), Z
#771
letzte programmierte Position C [°]
#774
Status SRK/FRK
40: G40 aktiv; 41: G41 aktiv; 42: G42
aktiv
#776
aktive Verschleißkorrekturen (G148)
0: DX, DZ; 1: DS, DZ; 2: DX, DS
#778
Maßeinheit: 0=metrisch; 1=inch
#785, #786
Abstand Werkzeugspitze – Schlitten-
bezugspunkt Z, X
#787
Referenzdurchmesser Mantelbear-
beitung (G120)
#791..#792
G57-Aufmaße X, Z
#793
G58-Aufmaß P
#794..#795
Schneidenbreite in X, Z, um die der
Werkzeugbezugspunkt bei G150/
G151 verschoben wird
#796
Spindelnummer, für die zuletzt der
Vorschub programmiert wurde
#797
Spindelnummer, für die zuletzt die
Drehzahl programmiert wurde
x = Parametergruppe
1: Maschinen-Parameter
2: Steuerungs-Parameter
3: Einrichte-Parameter
4: Bearbeitungs-Parameter
5: PLC-Parameter
y = Parameternummer
z = Sub-Parameternummer
Positions- und Maßangaben sind immer metrisch – auch,
wenn ein NC-Programm „in inch“ ausgeführt wird.