1 din-programmierung, 1 din-pr ogr a mmier ung 6.1 din-programmierung – HEIDENHAIN MANUALplus 4110 Benutzerhandbuch
Seite 278
278
6 DIN-Programmierung
6.1 DIN-Pr
ogr
a
mmier
ung
6.1
DIN-Programmierung
Der Programm- und Satzaufbau ist an die Norm
DIN 66025 angelehnt (deshalb „DIN-Programmie-
rung“). Die MANUALplus unterstützt DIN-Programme
und DIN-Makros.
DIN-Programme sind „eigenständige“ NC-Pro-
gramme. Das heißt, sie beinhalten alle Verfahr- und
Schaltbefehle, die zur Erstellung des Werkstücks
erforderlich sind.
DIN-Makros werden in Zyklenprogramme eingebun-
den. Sie sind „nicht eigenständig“, sondern lösen
eine Teilaufgabe innerhalb eines Zyklenprogramms.
Es ist aber von Ihrer Aufgabenstellung abhängig, wie
Sie DIN-Makros einsetzen. Auch für DIN-Makros steht
der volle Befehlsumfang zur Verfügung. Im folgenden
wird von „DIN-Programmen“ oder „NC-Program-
men“ gesprochen – Programme oder Makros werden
nicht weiter unterschieden.
DIN-Programme und DIN-Makros testen
Sie testen DIN-Programme und DIN-Makros mit der
grafischen Simulation. Bei DIN-Makros ist das im Rah-
men der Zyklenprogrammierung möglich. Bei DIN-
Programmen wechseln Sie in den „Programmablauf“
und rufen die Simulation auf.
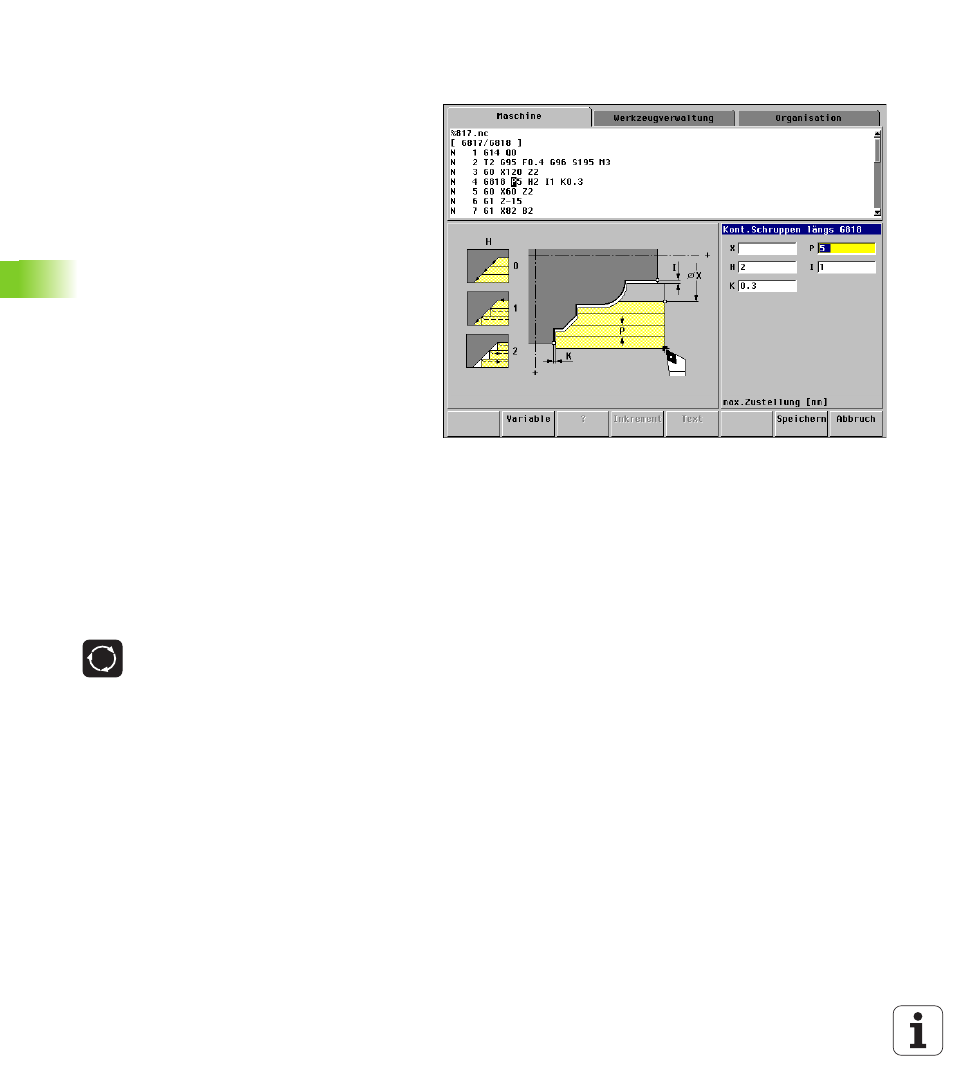
Hilfebilder
Hilfebildern erläutern die Funktionalität und Parameter
bei Verfahrbefehlen und Zyklen. Sie zeigen in der
Regel eine Außenbearbeitung. Mit der „Ring-Taste“
schalten Sie zum Hilfebild für die Innenbearbeitung
um,
8
mit der „Ring-Taste“ wechseln Sie
zwischen Hilfebild für die Außen- und
Innenbearbeitung
Hinweise zu den Darstellungen in Hilfebildern:
gestrichelte Linie:Eilgangweg
durchgezogenen Linie: Vorschubweg
Maßlinie mit einseitigem Maßpfeil:
„gerichtetes Maß“ – das Vorzeichen bestimmt die
Richtung
Maßlinie mit beidseitigem Maßpfeil:
„absolutes Maß“ – das Vorzeichen ist ohne Bedeu-
tung