Konturschruppen längs mit eintauchen g819 – HEIDENHAIN MANUALplus 4110 Benutzerhandbuch
Seite 313
HEIDENHAIN MANUALplus 4110
313
6.1
1
K
ont
urbez
o
g
e
ne Dr
ehzyklen
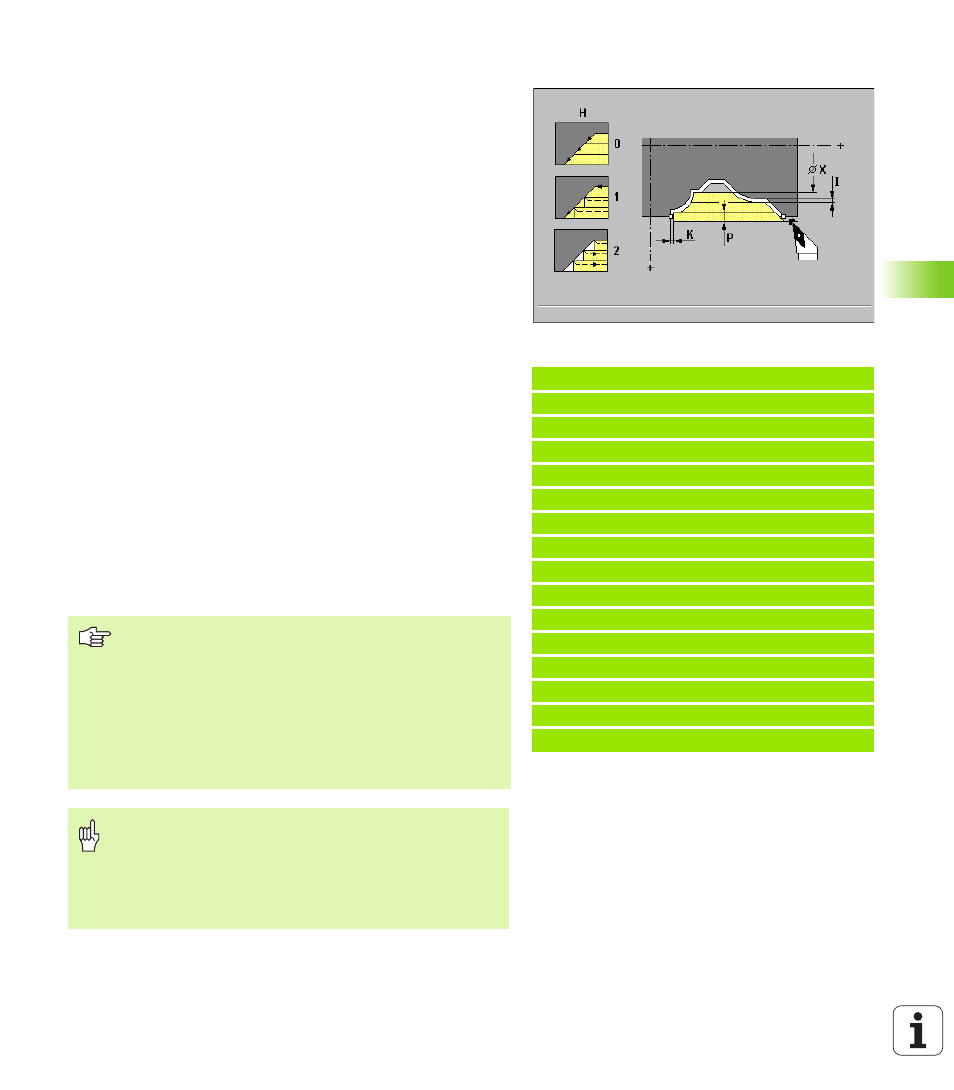
Konturschruppen längs mit Eintauchen G819
Der Zyklus zerspant den durch die Werkzeugposition und der Kontur-
beschreibung in den Folgesätzen definierten Konturbereich in Längs-
richtung mit Eintauchen (siehe “Konturbeschreibung” auf Seite 310).
Parameter
8
X Schnittbegrenzung
(Durchmessermaß): Die Zerspanung erfolgt
bis zur „Schnittbegrenzung“.
8
P maximale Zustellung
: Die Schnittaufteilung wird so berechnet,
dass ein „Schleifschnitt“ vermieden wird und die Zustellung <= P
ist.
8
E Eintauchvorschub
: Das Werkzeug taucht mit dem Vorschub E in
das Material ein.
E=0: fallende Konturen nicht bearbeiten
keine Eingabe: Je steiler das Werkzeug eintaucht, desto größer ist
die Vorschubreduzierung (maximal: 50%).
8
H Abfahrart
(default: 1):
H=0: spant nach jedem Schnitt entlang der Kontur
H=1: hebt unter 45° ab; spant mit dem letzten Schnitt entlang der
Kontur
H=2: hebt unter 45° ab – es erfolgt kein Schnitt entlang der Kontur
8
I Aufmaß X
(Durchmessermaß) – (default: 0)
8
K Aufmaß Z
(default: 0)
Hinweise zur Zyklusausführung:
Die MANUALplus ermittelt die Zerspan- und Zustellrichtung anhand
der aktuellen Werkzeugposition relativ zum Anfangspunkt/Endpunkt
des Konturabschnitts.
Werkzeugposition nach Zyklusausführung: Zyklusstartpunkt
Beispiel: G819
%819.nc
[G819]
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G819 P5 I1 K0.3
N4 G0 X80 Z2
N5 G1 Z-15 B-1
N6 G1 X102 B2
N7 G1 Z-22
N8 G1 X90 Zi-12 B1
N9 G1 Zi-6
N10 G1 X100 A80 B-1
N11 G1 Z-47
N12 G1 X120
N13 G80
ENDE
Das Werkzeug muss außerhalb des definierten Kontur-
bereichs stehen.
Schneidenradiuskorrektur: wird durchgeführt.
G57/G58-Aufmaße werden verrechnet, wenn „I, K“
nicht programmiert werden. Nach der Zyklusausführung
werden die Aufmaße gelöscht.
Sicherheitsabstand nach einem Schnitt: Parameter
„Aktuelle Parameter – Bearbeitung – Sicherheitsab-
stände“
Achtung Kollisionsgefahr
Sind Einstell- und Spitzenwinkel des Werkzeugs nicht
definiert, taucht das Werkzeug mit dem Eintauchwinkel
ein. – Sind sie definiert, taucht das Werkzeug mit dem
maximal möglichen Winkel ein. Das Restmaterial bleibt
stehen.