9 nullpunkt-verschiebungen, Nullpunkt-verschiebung g51 – HEIDENHAIN MANUALplus 4110 Benutzerhandbuch
Seite 305
HEIDENHAIN MANUALplus 4110
305
6.9 Nullpunkt-V
e
rsc
h
iebung
en
6.9
Nullpunkt-Verschiebungen
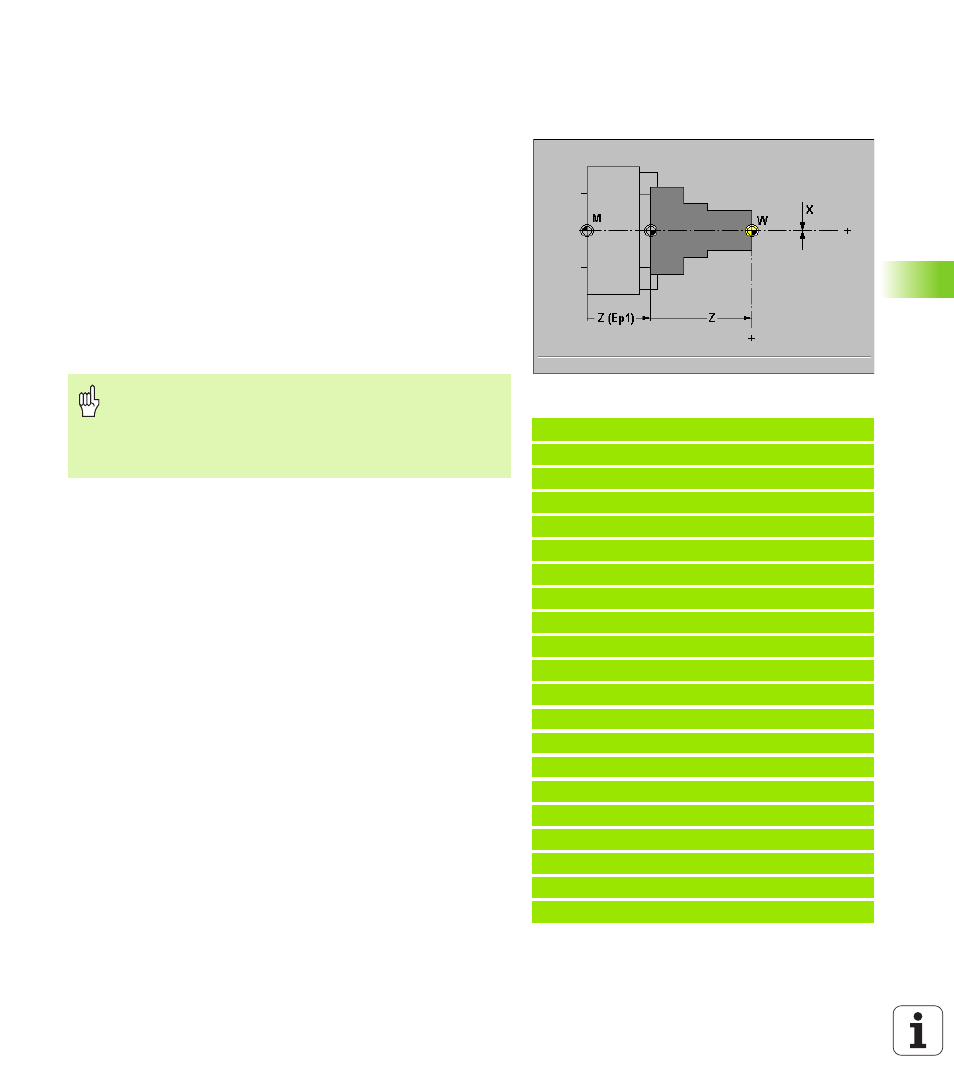
Nullpunkt-Verschiebung G51
G51 verschiebt den Werkstück-Nullpunkt um „Z“ (oder „X“). Die Ver-
schiebung bezieht sich auf den im Einrichtebetrieb definierten Werk-
stück-Nullpunkt (siehe “Werkstück-Nullpunkt definieren” auf
Seite 50).
Auch wenn Sie G51 mehrfach programmieren, bleibt der Bezugspunkt
der im Einrichtebetrieb definierte Werkstück-Nullpunkt.
Ein mit G51 definierter Werkstück-Nullpunkt gilt bis Programmende,
oder bis er von anderen Nullpunkt-Verschiebungen aufgehoben wird.
Parameter
8
X Verschiebung
(Durchmessermaß)
8
Z Verschiebung
Beispiel: G51
%51.nc
[G51]
N1 T30 G95 F0.25 G96 S200 M3
N2 G0 X62 Z-15
N3 G862 Q0
N4 G0 X60 Z-19.2327
N5 G3 X58.5176 Z-20.1986 R1 I-1 K0
N6 G1 X48 Z-21.6077 B1
N7 G1 Z-28.3923 B1
N8 G1 X58.5176 Z-29.8014
N9 G3 X60 Z-30.7673 R1 I-0.2588 K-0.9659
N10 G80
N11 G51 Z-28
N12 G0 X62 Z-15
N13 G862 Q0
N14 G0 X60 Z-19.2327
N.. . . .
N.. G80
N.. G51 Z-56
N.. . . .
ENDE
Achtung Kollisionsgefahr
Zyklenprogrammierung: bei DIN-Makros wird die Null-
punkt-Verschiebung am Zyklusende zurückgesetzt. Ver-
wenden Sie deshalb keine DIN-Makros mit Nullpunkt-Ver-
schiebungen in der Zyklenprogrammierung.