Linearbearbeitung plan, 3 einz elsc hnit tzyklen – HEIDENHAIN MANUALplus 4110 Benutzerhandbuch
Seite 92
92
4 Zyklenprogrammierung
4.3 Einz
elsc
hnit
tzyklen
Linearbearbeitung plan
„Einzelschnitte“ wählen
„Linearbearbeitung plan“ wählen
Softkey mit Rücklauf:
Aus: Werkzeug bleibt am Ende des Zyklus stehen
Ein: Werkzeug fährt auf den Startpunkt zurück
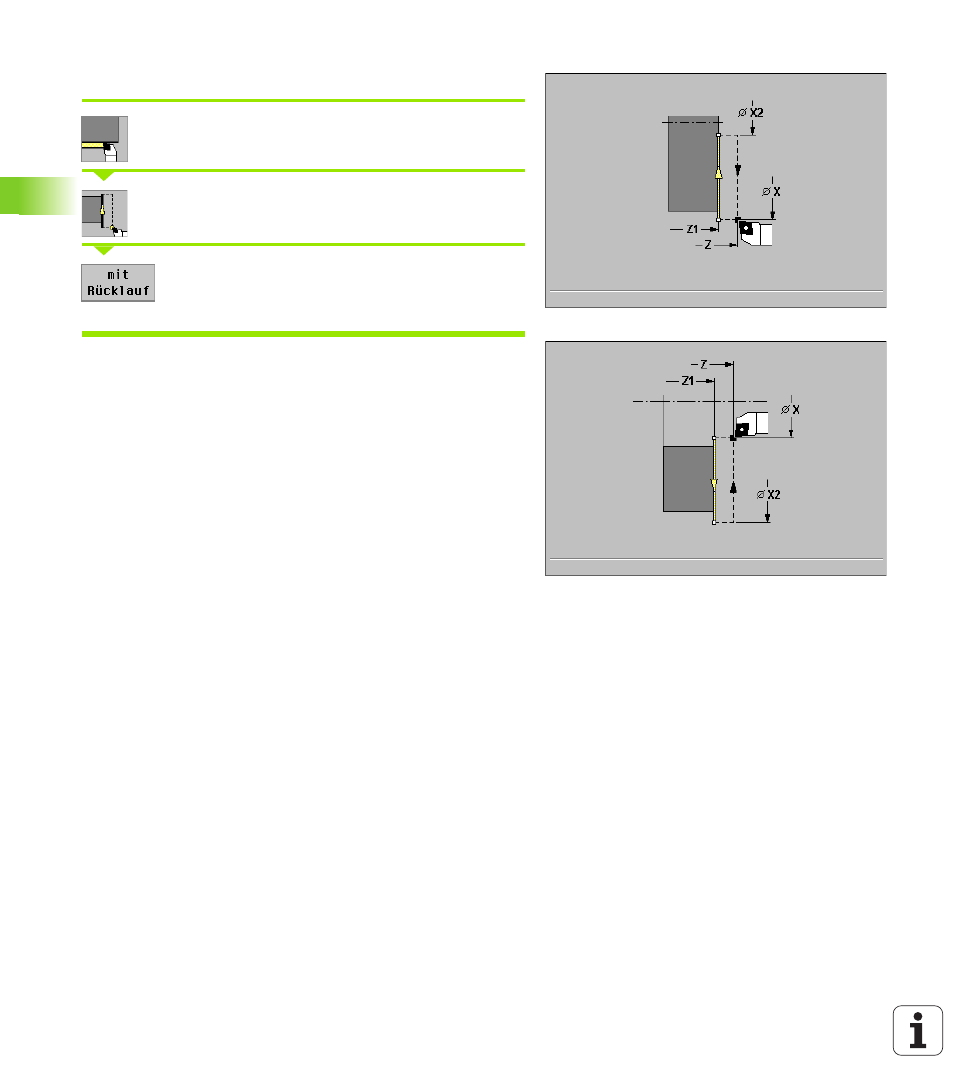
Linearbearbeitung plan
Das Werkzeug fährt vom Startpunkt im Vorschub zum „Endpunkt Kon-
tur“ und bleibt am Ende des Zyklus stehen.
Kontur Linear plan („mit Rücklauf“)
Das Werkzeug fährt an, führt den Planschnitt durch und fährt am Ende
des Zyklus zum Startpunkt zurück (Bilder rechts).
Zyklusparameter
8
X, Z Startpunkt
8
Z1 Anfangspunkt Kontur
(bei „mit Rücklauf“)
8
X2 Endpunkt Kontur
8
T Werkzeugnummer
8
S Drehzahl/Schnittgeschwindigkeit
8
F Umdrehungsvorschub
Zyklusausführung bei „mit Rücklauf“
1
fährt von „X, Z“ zum „Anfangspunkt Z2“
2
fährt im Vorschub zum „Endpunkt X2“
3
hebt ab und fährt achsparallel zum Startpunkt zurück