Freistich din 509 f, 6 gewinde- und f reistic hzyklen – HEIDENHAIN MANUALplus 4110 Benutzerhandbuch
Seite 184
184
4 Zyklenprogrammierung
4.6 Gewinde- und F
reistic
hzyklen
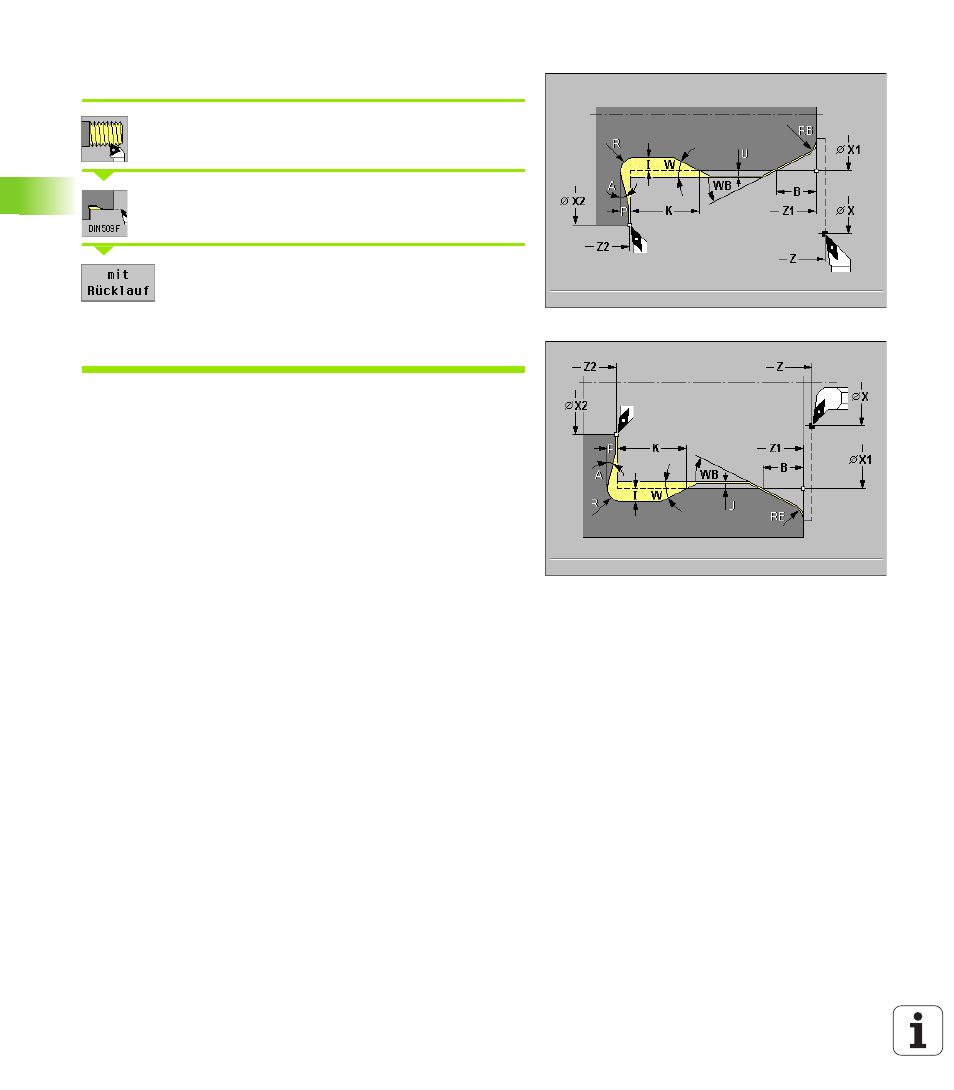
Freistich DIN 509 F
„Gewindeschneiden“ wählen
„Freistich DIN 509 F“ wählen
Softkey mit Rücklauf:
Aus: Werkzeug bleibt am Ende des Zyklus stehen
(Bilder rechts)
Ein: Werkzeug fährt auf den Startpunkt zurück (Bilder
Folgeseite)
Der Zyklus fertigt den Gewindefreistich DIN 509 Form F, einen Zylin-
deranschnitt, den vorgelagerten Zylinder und die anschließende Plan-
fläche. Für den Bereich des Zylinders können Sie ein Schleifaufmaß
definieren. Der Zylinderanschnitt wird ausgeführt, wenn Sie „B“ oder
„RB“ angeben.
Zyklusparameter
8
X, Z Startpunkt
8
X1, Z1 Startpunkt Zylinder
8
X2, Z2 Endpunkt Planfläche
8
E Reduzierter Vorschub
für das Eintauchen und für den Gewinde-
anschnitt – default: Vorschub F
8
T Werkzeugnummer
8
S Drehzahl/Schnittgeschwindigkeit
8
F Umdrehungsvorschub
8
I Freistichtiefe
– default: Normtabelle
8
K Freistichlänge
– default: Normtabelle
8
W Freistichwinkel
– default: Normtabelle
8
R Freistichradius
(auf beiden Seiten des Freistichs) – default:
Normtabelle
8
P Plantiefe
– default: Normtabelle
8
A Planwinkel
– default: Normtabelle
8
B Zylinderanschnittlänge
– default: kein Gewindeanschnitt
8
WB Anschnittwinkel
– default: 45 °
8
RB Anschnittradius
– default: kein Anschnittradius
8
U Schleifaufmaß
– default: 0
Parameter die Sie angeben, werden unbedingt berücksichtigt – auch
wenn die Normtabelle andere Werte vorsieht. Geben Sie „I, K, W, R,
P und A“ nicht an, werden sie aufgrund des Zylinderdurchmessers aus
der Normtabelle ermittelt (siehe “DIN 509 E, DIN 509 F – Freistichpa-
rameter” auf Seite 531).