Gewindebohren g36, 1 8 boh rzyklen – HEIDENHAIN MANUALplus 4110 Benutzerhandbuch
Seite 357
HEIDENHAIN MANUALplus 4110
357
6.1
8
Boh
rzyklen
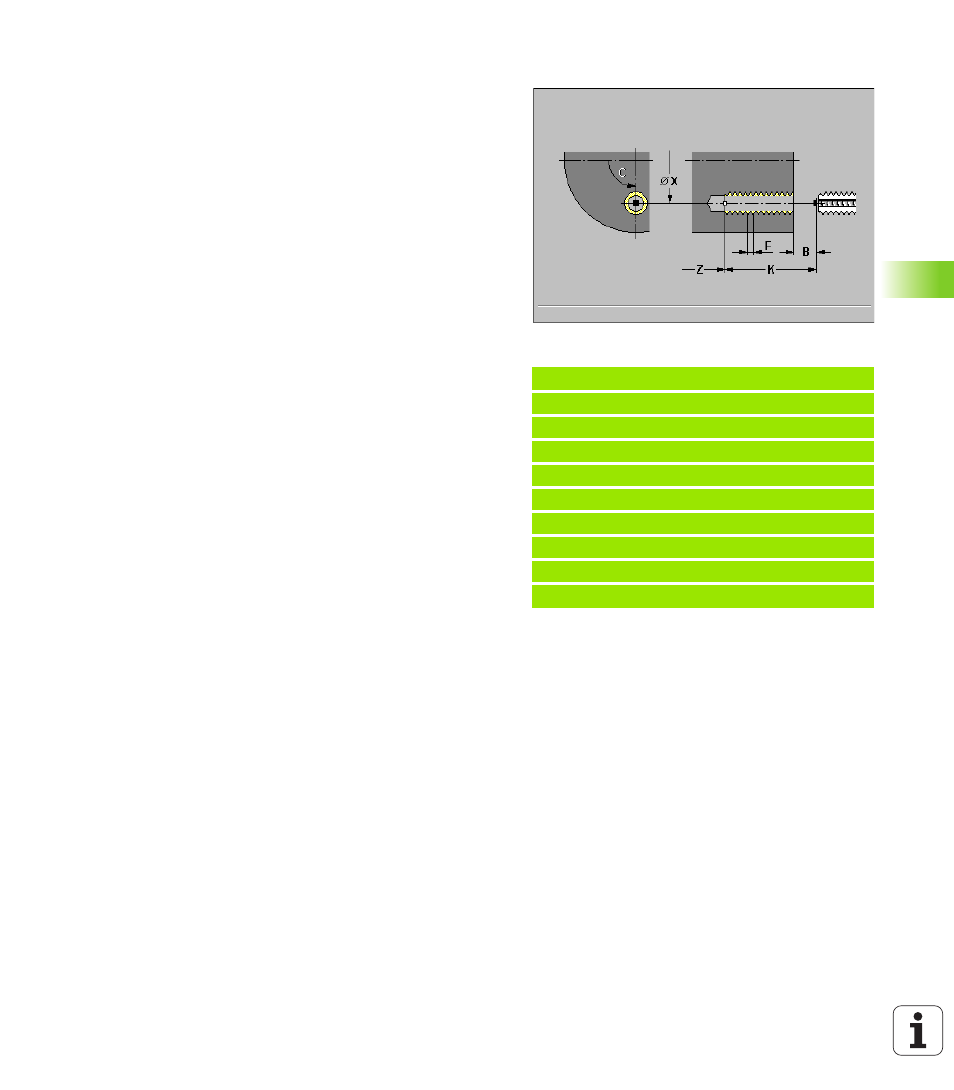
Gewindebohren G36
G36 schneidet axiale Gewinde im Zentrum mit feststehenden Werk-
zeugen sowie axiale und radiale Gewinde mit angetriebenen Werkzeu-
gen.
Bedeutung der „Ausziehlänge J“: Verwenden Sie diesen Parameter
bei Spannzangen mit Längenausgleich. Der Zyklus berechnet auf
Basis der Gewindetiefe, der programmierten Steigung und der „Aus-
ziehlänge“ eine neue Nenn-Steigung. Die Nenn-Steigung ist etwas
kleiner als die Steigung des Gewindebohrers. Bei der Erstellung des
Gewindes wird der Bohrer um „Ausziehlänge“ aus dem Spannfutter
herausgezogen. Mit diesem Verfahren erreichen Sie bessere Stand-
zeiten bei Gewindebohrern.
Parameter
8
X Endpunkt
Gewindebohren axiale Bohrung (Durchmessermaß)
8
Z Endpunkt
Gewindebohren radiale Bohrung
8
F Vorschub pro Umdrehung:
Gewindesteigung
8
B Anlauflänge
(default: 2 * Gewindesteigung F1): Strecke, um die
programmierte Drehzahl und den Vorschub zu erreichen
8
Q Nummer der Spindel
Q=0: Hauptspindel (feststehendes Werkzeug)
Q=1: angetriebenes Werkzeug
8
H Bezugsrichtung
für Gewindesteigung (default: 0)
H=0: Vorschub auf Z-Achse
H=1: Vorschub auf X-Achse
8
S Rückzug-Drehzahl
(default: gleiche Drehzahl wie beim Gewinde-
bohren)
8
K Bohrtiefe
(radiale Bohrung: Radiusmaß)
K angegeben: der „Startpunkt Bohrung“ wird aus „Endpunkt Boh-
rung“ und „K“ errechnet
K nicht angegeben: „K“ wird aus „Endpunkt Bohrung“ und aktu-
eller Werkzeugposition errechnet
8
J Ausziehlänge
(default: 0) bei Verwendung von Spannzangen mit
Längenausgleich
Hinweise:
Die Zyklusausführung beginnt ab der aktuellen Werkzeug- und Spin-
delposition. Der Startpunkt wird im Eilgang angefahren.
Axiale Bohrung:
„X“ nicht programmieren
„Z“ programmieren
Radiale Bohrung:
„X“ programmieren
„Z“ nicht programmieren
X und Z programmiert: die „Werkzeugorientierung“ ist für eine
radiale/axiale Bohrung entscheidend (siehe “Gewindebohrwerk-
zeuge” auf Seite 424).
Beispiel: G36
%36.nc
[G36]
N1 T50 G97 S1000 G95 F0.2 M3
N2 G0 X0 Z5
N3 G71 Z-30
N4 G14 Q0
N5 T51 G97 S600 M3
N6 G0 X0 Z8
N7 G36 Z-25 F1.5 B3 Q0
ENDE