G-funktionsliste, Adressparameter, 2 hin w eise zur pr ogr a mmier ung – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 120
120
4.2 Hin
w
eise zur Pr
ogr
a
mmier
ung
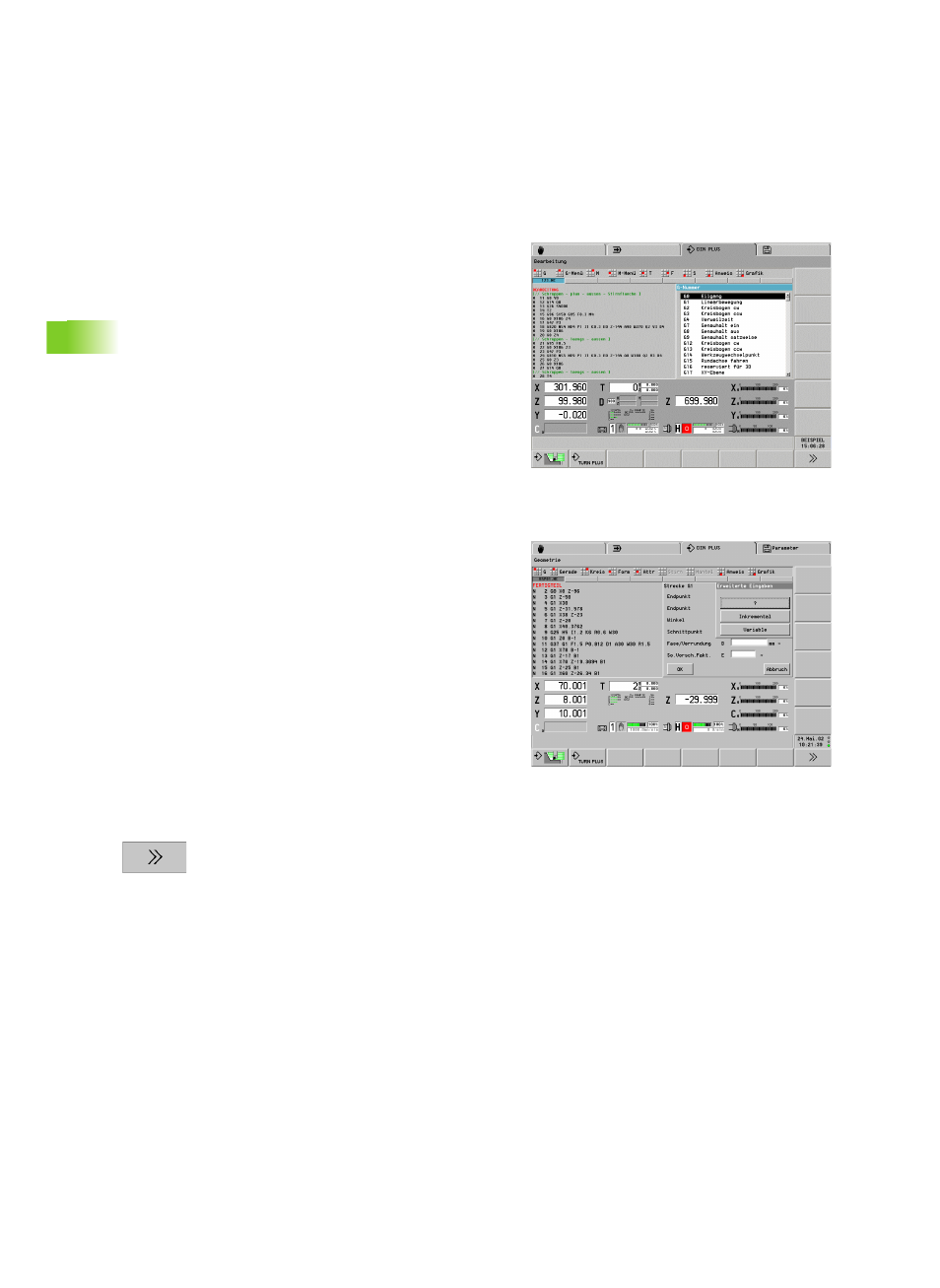
G-Funktionsliste
Wenn die G-Nummer nicht bekannt ist, unterstützt Sie der DIN-Editor
mit der G-Funktionsliste.
U
„G“ im Geometrie- oder Bearbeitungsmenü wählen.
Der Editor öffnet die „G-Funktionsliste“.
U
Cursor auf die gewünschte G-Funktion stellen
U
mit ENTER die G-Nummer übernehmen
Adressparameter
Koordinaten programmieren Sie absolut oder inkremental. Geben Sie
die Koordinaten X, Y, Z, XK, YK, C nicht an, werden sie von dem vorher
ausgeführten Satz übernommen (selbsthaltend).
Unbekannte Koordinaten der Hauptachsen X, Y oder Z errechnet der
CNC PILOT, wenn Sie „?“ programmieren (Vereinfachte Geometrie-
Programmierung – VGP).
Die Bearbeitungs-Funktionen G0, G1, G2, G3, G12 und G13 sind
selbsthaltend. Das heißt, der CNC PILOT übernimmt den
vorhergehenden G-Befehl, wenn im nachfolgenden Satz die
Adressparameter X, Y, Z, I oder K ohne G-Funktion programmiert sind.
Dabei werden Absolutwerte als Adressparameter vorausgesetzt.
Der CNC PILOT unterstützt variable und mathematische Ausdrücke
als Adressparameter.
Adressparameter editieren:
U
Dialogbox aktivieren
U
Cursor auf das Eingabefeld positionieren und Werte
eingeben/ändern, oder
U
„Erweiterte Eingabe“ aufrufen
„?“ programmieren (VGP)
Wechsel „Inkremental – Absolut“
Variableneingabe aktivieren