Plan-schruppen g820 – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 215
HEIDENHAIN CNC PILOT 4290
215
4.20 K
ont
urbez
o
g
e
ne Dr
ehzyklen
Einsatz als 4-Achs-Zyklus
Gleicher Durchmesser: beide Schlitten starten gleichzeitig.
Unterschiedliche Durchmesser:
Der „geführte Schlitten“ startet, wenn der führende Schlitten den
„Vorlauf B“ erreicht hat. Diese Synchronisation erfolgt bei jedem
Schnitt.
Jeder Schlitten stellt um die errechnete Schnitttiefe zu.
Bei einer ungleichen Zahl von Schnitten führt der „führende
Schlitten“ den letzten Schnitt durch.
Bei „konstanter Schnittgeschwindigkeit“ richtet sich die
Schnittgeschwindigkeit nach dem führenden Schlitten.
Das führende Werkzeug wartet mit der Rückzugsbewegung auf
das nachfolgende Werkzeug.
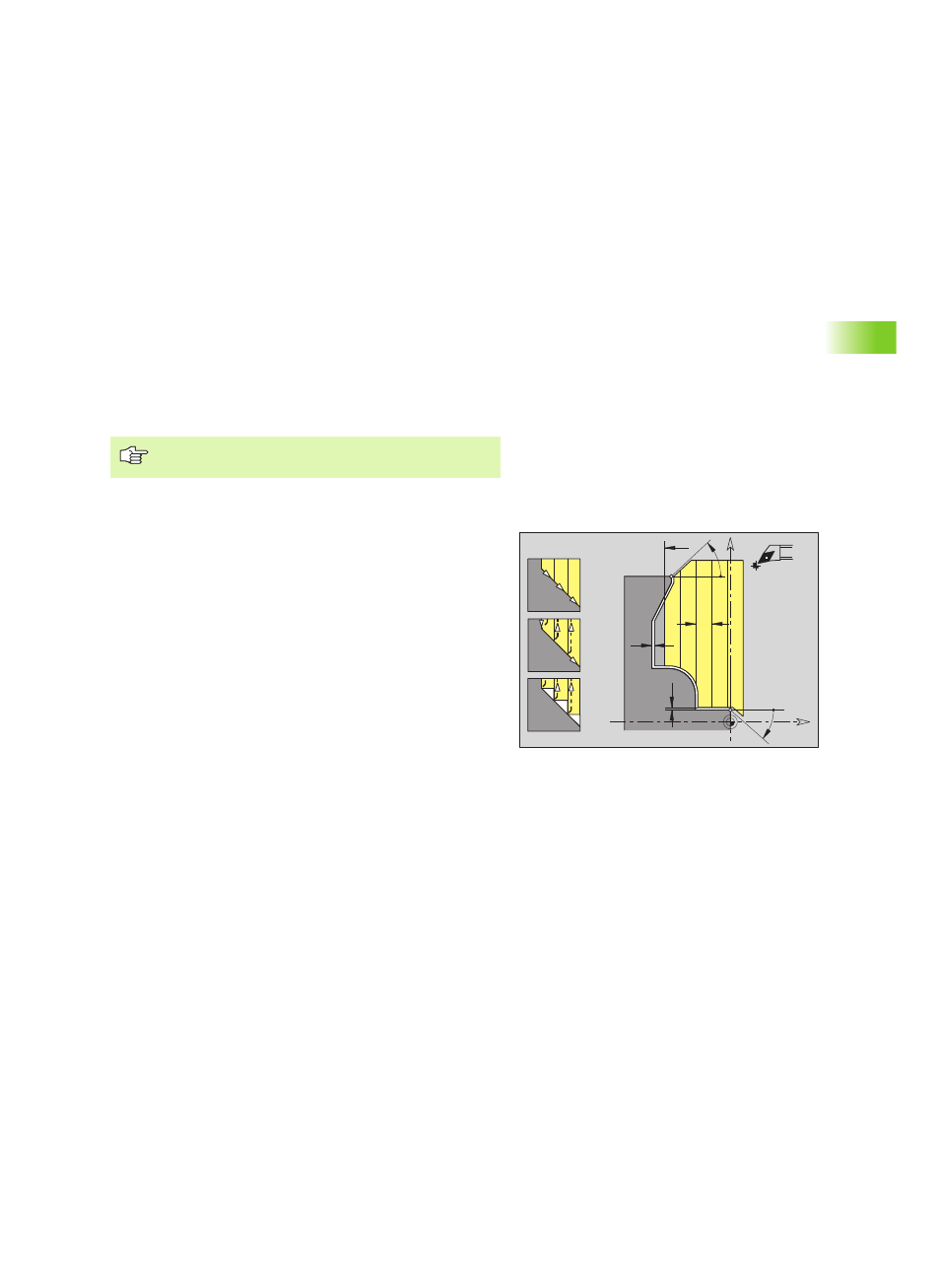
Plan-Schruppen G820
G820 zerspant den durch „NS, NE" beschriebenen Konturbereich von
„NS nach NE“. Gegebenenfalls wird die Zerspanungsfläche in
mehrere Bereiche unterteilt (Beispiel: bei Konturtälern).
Achten Sie bei 4-Achs-Zyklen auf identische Werkzeuge
(Werkzeugtyp, Schneidenradius, Schneidenwinkel, etc.).
0
2
H
1
X
Z
A
W
P
K
Z
I
Ø
Parameter
NS
Anfang-Satznummer (Beginn des Konturabschnitts)
NE
Ende-Satznummer (Ende des Konturabschnitts)
NE nicht programmiert: Das Konturelement NS wird in
Konturdefinitionsrichtung bearbeitet.
NS=NE programmiert: Das Konturelement NS wird
entgegen Konturdefinitionsrichtung bearbeitet.
P
Maximale Zustellung
I
Aufmaß in X-Richtung (Durchmessermaß) – (default: 0)
K
Aufmaß in Z-Richtung (default: 0)
E
Eintauchverhalten
E=0: fallende Konturen nicht bearbeiten
E>0: Eintauchvorschub
Keine Eingabe: Vorschubreduzierung abhängig vom
Eintauchwinkel – maximal 50%
X
Schnittbegrenzung in X-Richtung (Durchmessermaß) –
(default: keine Schnittbegrenzung)
Z
Schnittbegrenzung in Z-Richtung (default: keine
Schnittbegrenzung)