HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 230
230
4.20 K
ont
urbez
o
g
e
ne Dr
ehzyklen
Automatische Vorschubreduzierung bei Fasen/Verrundungen:
Rautiefe oder Vorschub sind mit G95-Geo programmiert: keine
automatische Vorschubreduzierung
Rautiefe oder Vorschub sind nicht mit G95-Geo programmiert:
automatische Vorschubreduzierung; die Fase/Verrundung wird mit
mindestens 3 Umdrehungen bearbeitet
Bei Fasen/Verrundungen, die aufgrund der Größe mit mindestens 3
Umdrehungen bearbeitet werden, findet keine automatische
Vorschubreduzierung statt.
Vorschubreduzierung bei Zirkularelementen: Die
Schneidenradiuskorrektur (SRK) führt unter bestimmten
Voraussetzungen eine Vorschubreduzierung bei Zirkularelementen
durch (siehe “Schneiden- und Fräserradiuskompensation” auf
Seite 196). Diese Vorschubreduzierung können Sie mit „O“
abschalten.
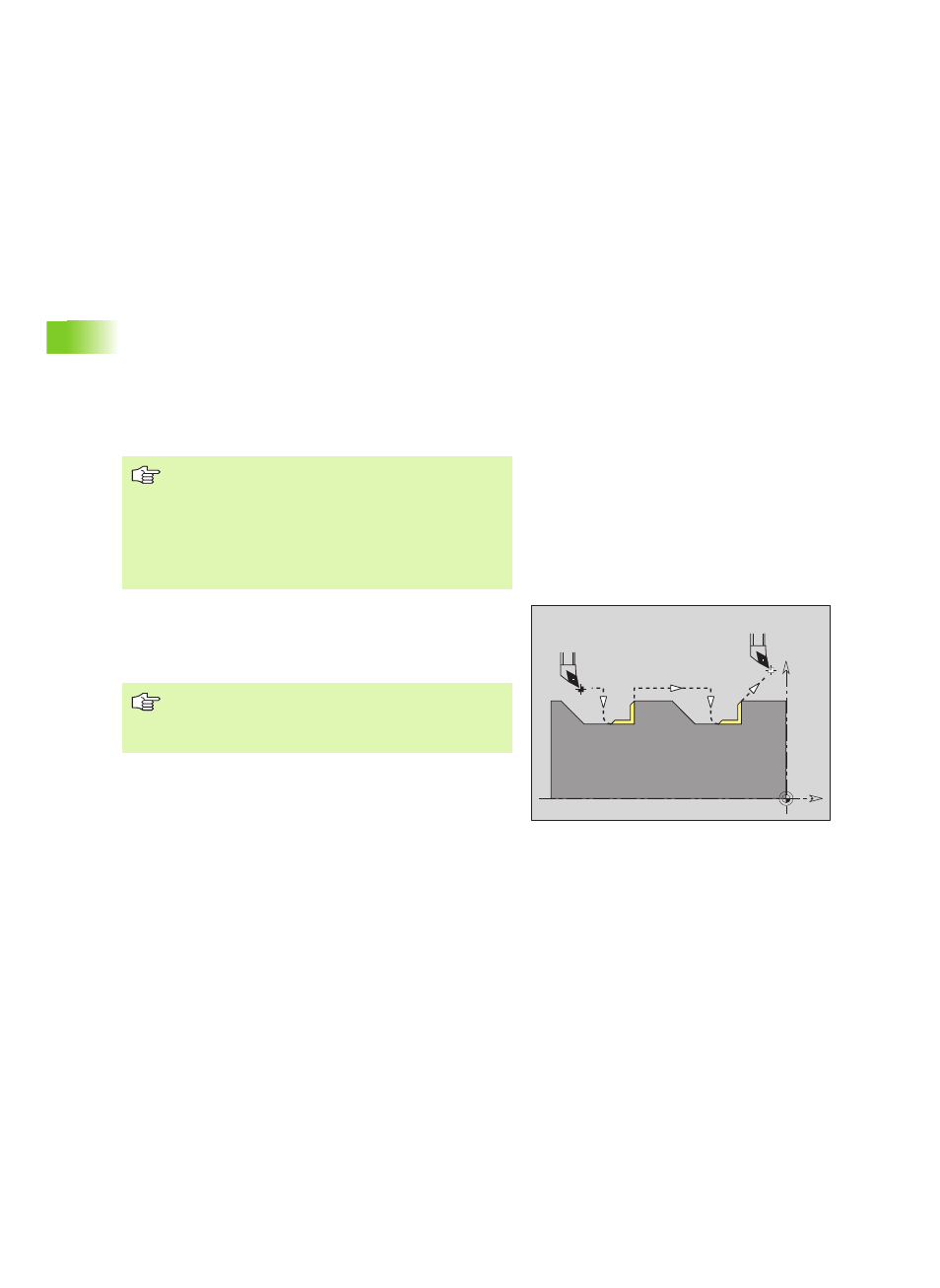
Das Restschlichten aktivieren Sie mit „Q=4“ (Beispiel: Auskammern
mit Schlichtwerkzeugen entgegengesetzter Bearbeitungsrichtung).
Der CNC PILOT kennt die bereits bearbeiteten Bereiche und spart sie
aus. Bei „Q=4“ können Sie die Anfahrart nicht beeinflussen – der
Schlichtzyklus generiert den Anfahrweg.
Ein G57-Aufmaß „vergrößert“ die Kontur (auch
Innenkonturen).
Ein G58-Aufmaß
>0: „vergrößert“ die Kontur
<0: wird nicht verrechnet
G57-/G58-Aufmaße werden nach Zyklusende
gelöscht.
X
Z
G890 Q4
Beim Restschlichten (G890 – Q4) prüft der CNC PILOT,
ob das Werkzeug kollisionsfrei in das Konturtal einfahren
kann. Maßgebend für diese Kollisionskontrolle ist der
Werkzeugparameter „Breite dn“.