HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 526
526
6.14 Int
e
raktiv
e Arbeitsplang
ener
ier
ung (IA
G
)
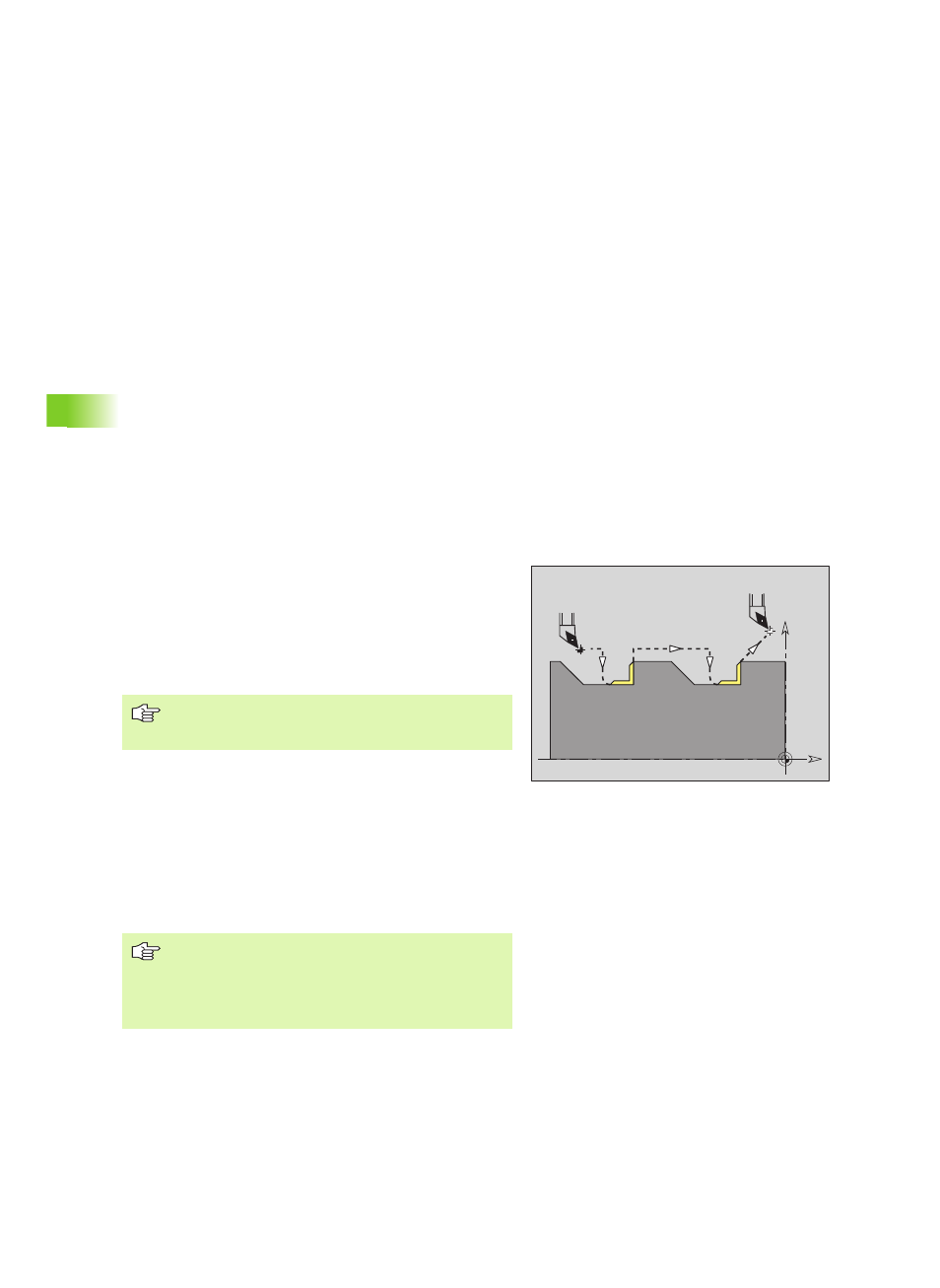
Restkonturbearbeitung: Bleibt bei fallenden Konturen Restmaterial
stehen, zerspanen Sie es mit der „Restkonturbearbeitung“ (siehe Bild
„G890 Q4“). In der Regel ist eine Schnittbegrenzung nicht
erforderlich.
Auskammern: Die IAG bearbeitet eintauchende Konturbereiche, die
anhand des „Einwärtskopierwinkels“ ermittelt werden (Einstiche:
EKW <= mtw). Für das Schlichten – Auskammern sollten Sie
vorzugsweise „neutrale Werkzeuge“ verwenden.
Bei Fasen/Verrundungen gilt:
Attribut „Rautiefe/Vorschub“ nicht programmiert: Der CNC PILOT
führt eine automatische Vorschubreduzierung durch. Es werden
mindestens „FMUR“ Umdrehungen (Bearbeitungs-Parameter 5)
ausgeführt.
Attribut „Rautiefe/Vorschub“ programmiert: keine
Vorschubreduzierung
Bei Fasen/Verrundungen, die aufgrund der Größe mit mindestens
„FMUR“ Umdrehungen (Bearbeitungs-Parameter 5) bearbeitet
werden, findet keine Vorschubreduzierung statt.
H
Freifahrart. Das Werkzeug hebt unter 45° entgegen der
Bearbeitungsrichtung ab. Den weiteren Freifahrweg bestimmt
H:
H=0: diagonal auf die Freifahrposition
H=1: erst X-, dann Z-Richtung
H=2: erst Z-, dann X-Richtung
H=3: hebt im Vorschub bis auf Sicherheitsabstand ab
I
Freifahrposition bei H=0, 1, 2
K
Freifahrposition bei H=0, 1, 2
Formelement-Bearbeitung: Einstellung per Softkey
Das Anzeigefeld zeigt die zu bearbeitenden Formelemente an
(Abkürzungen: siehe Softkeytabelle). Folgende Formelemente
werden immer bearbeitet:
C: Fase
R: Rundung
PT: Passung
GW: Gewinde
Parameter
X
Z
G890 Q4
Bei der „Restkonturbearbeitung“ und beim
„Auskammern“ist die Anfahrstrategie festgelegt. Die IAG
generiert das G890 mit der „Anfahrart Q4“.
Der Vorschlagswert „Freifahrtposition I,K“ ist abhängig
davon, ob Sie „Zyklus > Anfahren“ programmieren:
Programmiert: Position aus „Zyklus > Anfahren“
Nicht programmiert: Position des Werkzeug-
Wechselpunkts