1 w e rk z e ug-d a te nbank – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 624
624
8.1 W
e
rk
z
e
ug-D
a
te
nbank
Parameter Werkzeughandlingsysteme und Messgeräte
Beispiel-Werkzeug: Typ 811
Multi-Werkzeuge, Standzeitüberwachung
Drehwerkzeuge mit mehreren (maximal 5) Schneiden werden als
Multi-Werkzeuge bezeichnet. In der Werkzeug-Datenbank wird jede
Schneide mit einem Datensatz beschrieben. Zusätzlich wird eine
„geschlossene Kette“ mit allen Schneiden des Multi-Werkzeugs
aufgebaut.
Deklarieren Sie eine Schneide als Hauptschneide, die anderen als
Nebenschneide. In die Werkzeugliste wird nur die Hauptschneide
deklariert.
Parameter Dialogbox 1
G
S
TP
ID: Werkzeug-Identnummer
•
•
•
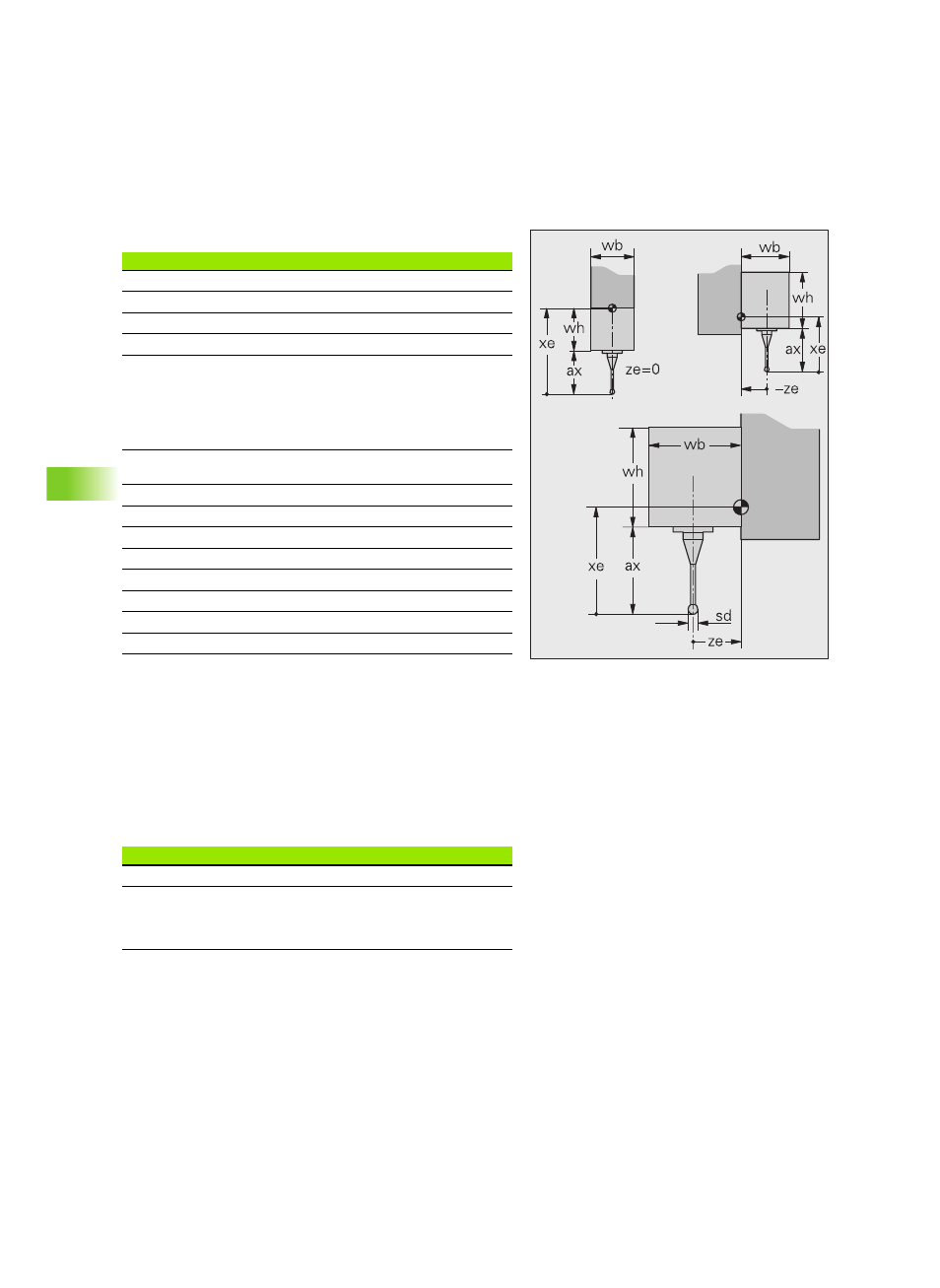
X-, Z-, Y-Maß (xe, ze, ye): Einstellmaße
•
–
–
Verfügb.: physische Verfügbarkeit
•
–
–
SchaftD (sd): Schaftdurchmesser
–
•
–
Multi-WZ: Multi-Werkzeug (siehe
“Werkzeugprogrammierung” auf Seite 121)
nein: kein Multi-Werkzeug
Haupt: Hauptschneide
Neben: Nebenschneide
•
–
–
M-ID: Identnummer der „nächsten Schneide“ bei
Multi-WZ
•
–
–
WZ-H. DIN: Typ des Werkzeughalters
–
•
–
WZ-H. Hö (wh): Höhe des Werkzeughalters
–
•
–
WZ-H. Br (wb): Breite des Werkzeughalters
–
•
–
Ausk.lg (ax): Auskraglänge
–
•
–
Bildnummer
–
•
–
Aufnahmetyp
Mag(azin) Code: wird z.Zt. nicht verwendet
Mag(azin) Attr(ibut): wird z.Zt. nicht verwendet
Parameter Dialogbox 3
Mag(azin) Code: wird z. Zt. nicht verwendet
Mag(azin) Attr(ibut): Ab Software-Version 625 952-05. Wenn vom
Maschinen-Hersteller vorbereitet, kann der Parameter für
Sonderbehandlungen des Werkzeugs beim Werkzeugwechsel
verwendet werden (Beispiel: zur Werkzeugreinigung).