Gewindezyklus g31, Siehe “gewindezyklus g31” auf seite 240, 22 gewindezyklen – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 240
240
4.22 Gewindezyklen
Gewindezyklus G31
G31 erstellt mit G24-, G34- oder G37-Geo definierte einfache,
verkettete und mehrgängige Gewinde. Der CNC PILOT erkennt
Außen- oder Innengewinde anhand der Werkzeugdefinition.
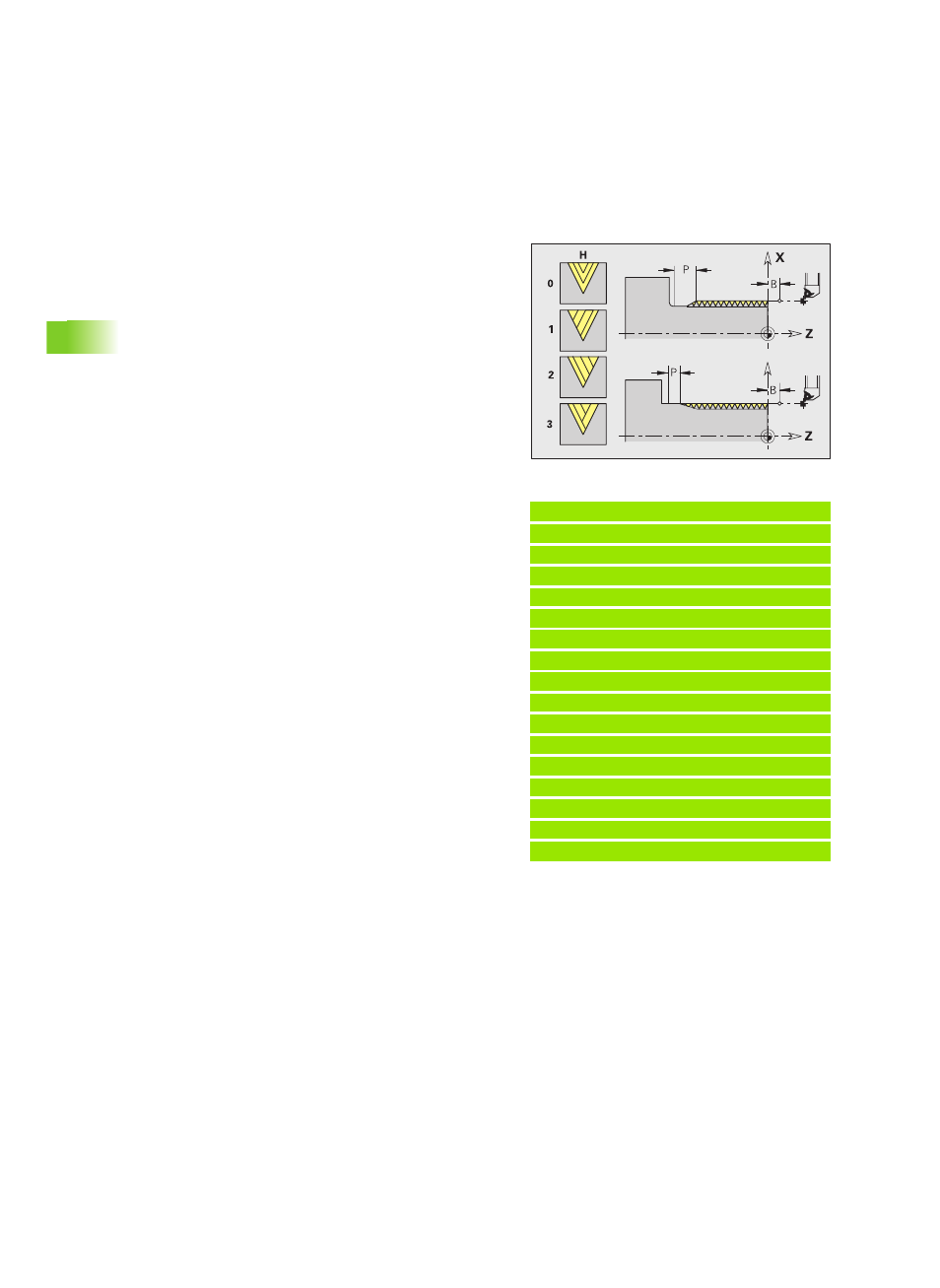
Anlauflänge B: Der Schlitten benötigt einen Anlauf vor dem
eigentlichen Gewinde, um auf die programmierte
Vorschubgeschwindigkeit zu beschleunigen.
Überlauflänge P: Der Schlitten benötigt einen Überlauf am Ende des
Gewindes, um den Schlitten abzubremsen. Beachten Sie, dass die
achsparallele Strecke „P“ auch bei einem schrägen Gewindeauslauf
ausgefahren wird.
Beispiel: G31 Teil1
. . .
FERTIGTEIL
N 2 G0 X16 Z0
N 3 G52 P2 H1
N 4 G95 F0.8
N 5 G1 Z-18
N 6 G25 H7 I1.15 K5.2 R0.8 W30
N 7 G37 Q12 F2 P0.8 A30 W30
. . .
BEARBEITUNG
N 33 G14 Q0 M108
N 30 T9 G97 S1000 M3
N 34 G47 P2
N 35 G31 NS5 B5 P0 V0 H1
N 36 G0 X110 Z20
N 38 G47 M109
. . .
Parameter
NS
Satznummer (Referenz auf Basiselement G1-Geo; verkettete
Gewinde: Satznummer des ersten Basiselements)
I
Maximale Zustellung
B
Anlauflänge – keine Eingabe: Die Anlauflänge wird aus
nebenliegenden Freistichen oder Einstichen ermittelt. Sind
die nicht vorhanden, gilt die „Gewindeanlauflänge“ aus
Bearbeitungs-Parameter 7.
P
Überlauflänge – keine Eingabe: Die Überlauflänge wird aus
nebenliegenden Freistichen oder Einstichen ermittelt. Sind
die nicht vorhanden, gilt die „Gewindeauslauflänge“ aus
Bearbeitungs-Parameter 7.
D
Schnittrichtung (Bezug: Definitionsrichtung Basiselement) –
(default: 0)
D=0: gleiche Richtung
D=1: entgegengesetzte Richtung
V
Zustellart (default: 0)
V=0: konstanter Spanquerschnitt bei allen Schnitten
V=1: konstante Zustellung
V=2: mit Restschnittaufteilung. Erste Zustellung = „Rest“
der Division Gewindetiefe/Schnitttiefe. „Letzter Schnitt"
wird in 1/2-, 1/4-, 1/8- und 1/8-Schnitt aufgeteilt.
V=3: Zustellung wird aus Steigung und Drehzahl berechnet
H
Versatzart zum Glätten der Gewindeflanken (default: 0)
H=0: ohne Versatz
H=1: Versatz von links
H=2: Versatz von rechts
H=3: Versatz abwechselnd rechts/links
Q
Anzahl Leerdurchläufe nach dem letzten Schnitt (zum Abbau
des Schnittdrucks im Gewindegrund) – (default: 0)
C
Startwinkel (Gewindeanfang liegt definiert zu nicht-
rotationssymmetrischen Konturelementen) – (default: 0)