Standzeitverwaltung, 3 w e rk z e ug- und spannmit te ltabelle – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 72
72
3.3 W
e
rk
z
e
ug- und Spannmit
te
ltabelle
Standzeitverwaltung
In der Standzeitverwaltung legen Sie die Austauschkette fest und
deklarieren das Werkzeug „einsatzbereit“. Die Standzeit/Stückzahl
wird in der Werkzeug-Datenbank festgelegt.
Die Werkzeugliste beinhaltet außer Identnummern und
Werkzeugbezeichnungen die Daten der Werkzeug-
Standzeitverwaltung:
Status: die noch verfügbare Standzeit/Stückzahl
Einsatzbereitschaft: Ist die Standzeit/Stückzahl abgelaufen, gilt das
Werkzeug als „nicht einsatzbereit“.
Atw (Austausch-Werkzeug): Ist das Werkzeug nicht einsatzbereit,
wird das Austausch-Werkzeug eingesetzt.
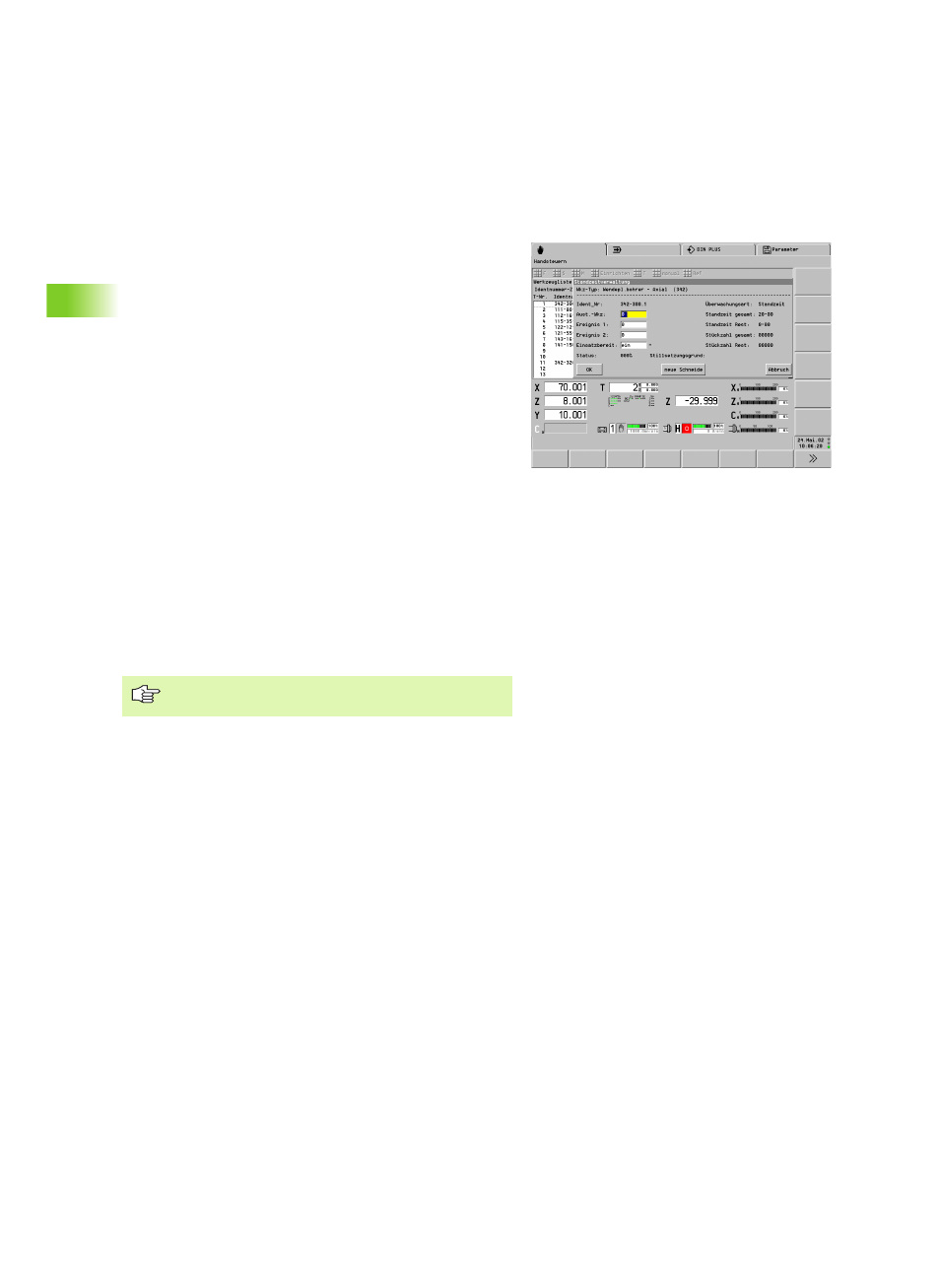
Die Dialogbox „Standzeitverwaltung“ wird zum Eintragen und zur
Anzeige der Standzeitdaten genutzt.
Taktereignisse, die Sie in „Ereignis 1, 2“ eintragen, können Sie im
Rahmen der Variablen-Programmierung im NC-Programm auswerten.
Parameter „Standzeitverwaltung“:
Aust-Wkz (Austausch-Werkzeug): T-Nummer (Revolverposition)
des Austauschwerkzeugs
Ereignis 1: Taktereignis, das bei Ablauf der Standzeit/Stückzahl
dieses Werkzeugs ausgelöst wird (Ereignis 21..59).
Ereignis 2: Taktereignis, das bei Ablauf der Standzeit/Stückzahl des
„letzten Werkzeugs“ dieser Austauschkette ausgelöst wird
(Ereignis 21..59).
Einsatzbereit: Kennzeichnet das Werkzeug als „einsatzbereit/ nicht
einsatzbereit“ (gilt nur für die Standzeitverwaltung).
Die Standzeitangaben werden nur bei aktiver Werkzeug-
Standzeitverwaltung ausgewertet.