Gewindefräsen axial g799, 27 f räszyklen – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 278
278
4.27 F
räszyklen
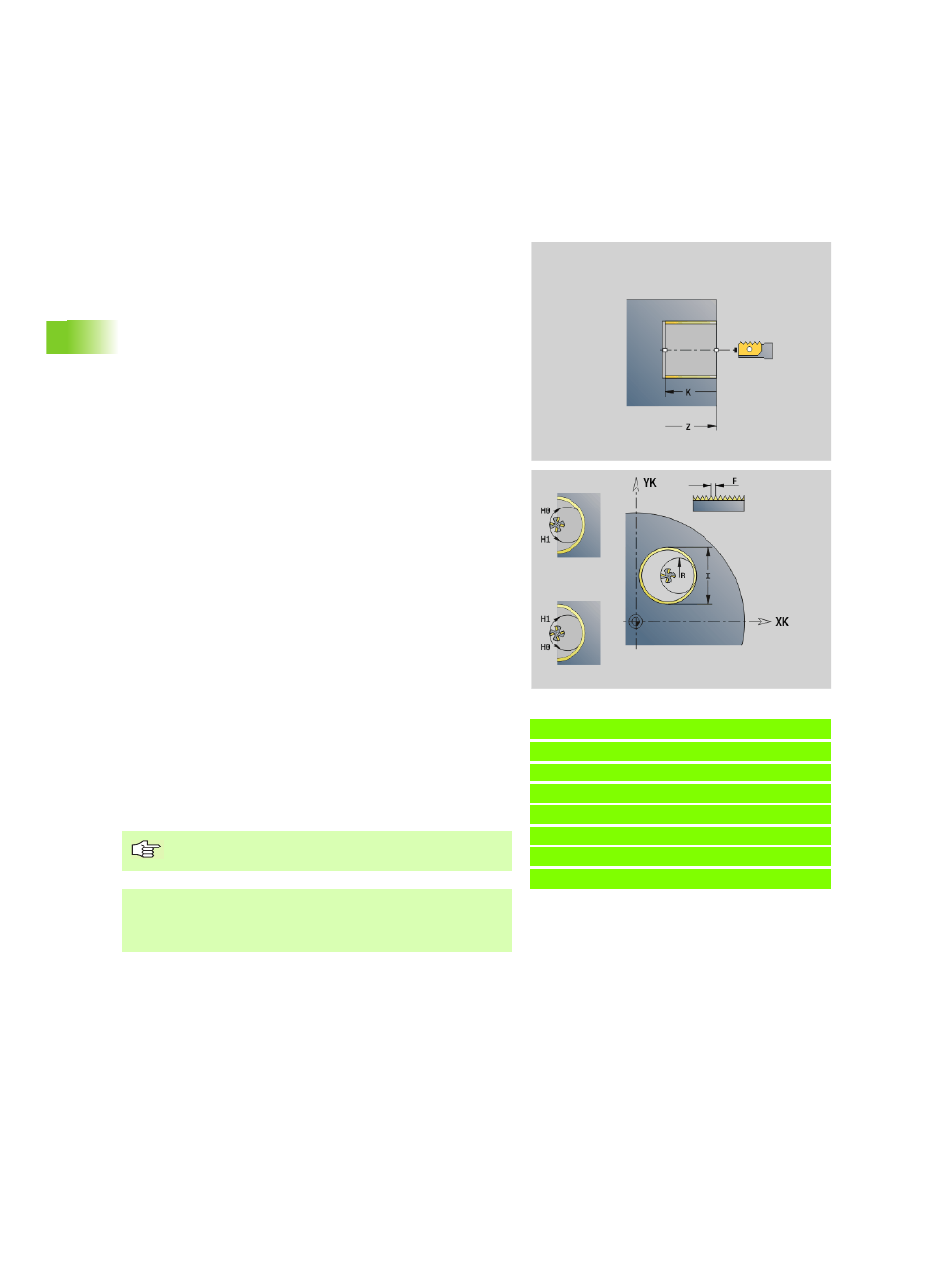
Gewindefräsen axial G799
Ab Software-Version 625 952-05: G799 fräst ein Gewinde in eine
bestehende Bohrung.
Der Zyklus positioniert das Werkzeug innerhalb der Bohrung auf den
„Endpunkt Gewinde“. Dann fährt das Werkzeug im „Einfahrradius R“
an und fräst das Gewinde. Dabei stellt das Werkzeug bei jeder
Umdrehung um die Steigung „F“ zu. Anschließend fährt der Zyklus
das Werkzeug frei und zieht es auf den Startpunkt zurück. Im
Parameter V programmieren Sie, ob das Gewinde in einer
Umdrehung, oder bei einschneidigen Werkzeugen mit mehreren
Umdrehungen gefräst wird.
Beispiel: G799
%799.nc
[G799]
N1 T9 G195 F0.2 G197 S800
N2 G0 X100 Z2
N3 M14
N4 G799 XK100 C45 Z0 I12 K-20 F2 J0 H0 V0
N5 M15
ENDE
Parameter
X
Startpunkt (polar)
C
Startpunkt (polar)
XK
Startpunkt (kartesisch)
YK
Startpunkt (kartesisch)
Z
Fräsoberkante
I
Gewindedurchmesser
K
Gewindetiefe
R
Einfahrradius
F
Gewindesteigung
J
Gewinderichtung (default: 0)
0: Rechtsgewinde
1: Linksgewinde
H
Fräslaufrichtung (default: 0)
0: Gegenlauf
1: Gleichlauf
V
Einmalig/Mehrmalig
0: das Gewinde wird in einer Drehung von 360° gefräst
1: das Gewinde wird in mehreren Drehungen gefräst
(einschneidiges Werkzueg)
Verwenden Sie Gewindefräswerkzeuge für den Zyklus
G799.
Achtung Kollisionsgefahr
Die Bohrungstiefe muss mindestens F/2 tiefer, als die
Gewindetiefe sein.