Zyklen für die drehbearbeitung, Übersic h t g-bef e hle bearbeitung – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 723
HEIDENHAIN CNC PILOT 4290
723
Übersic
h
t G-Bef
e
hle BEARBEITUNG
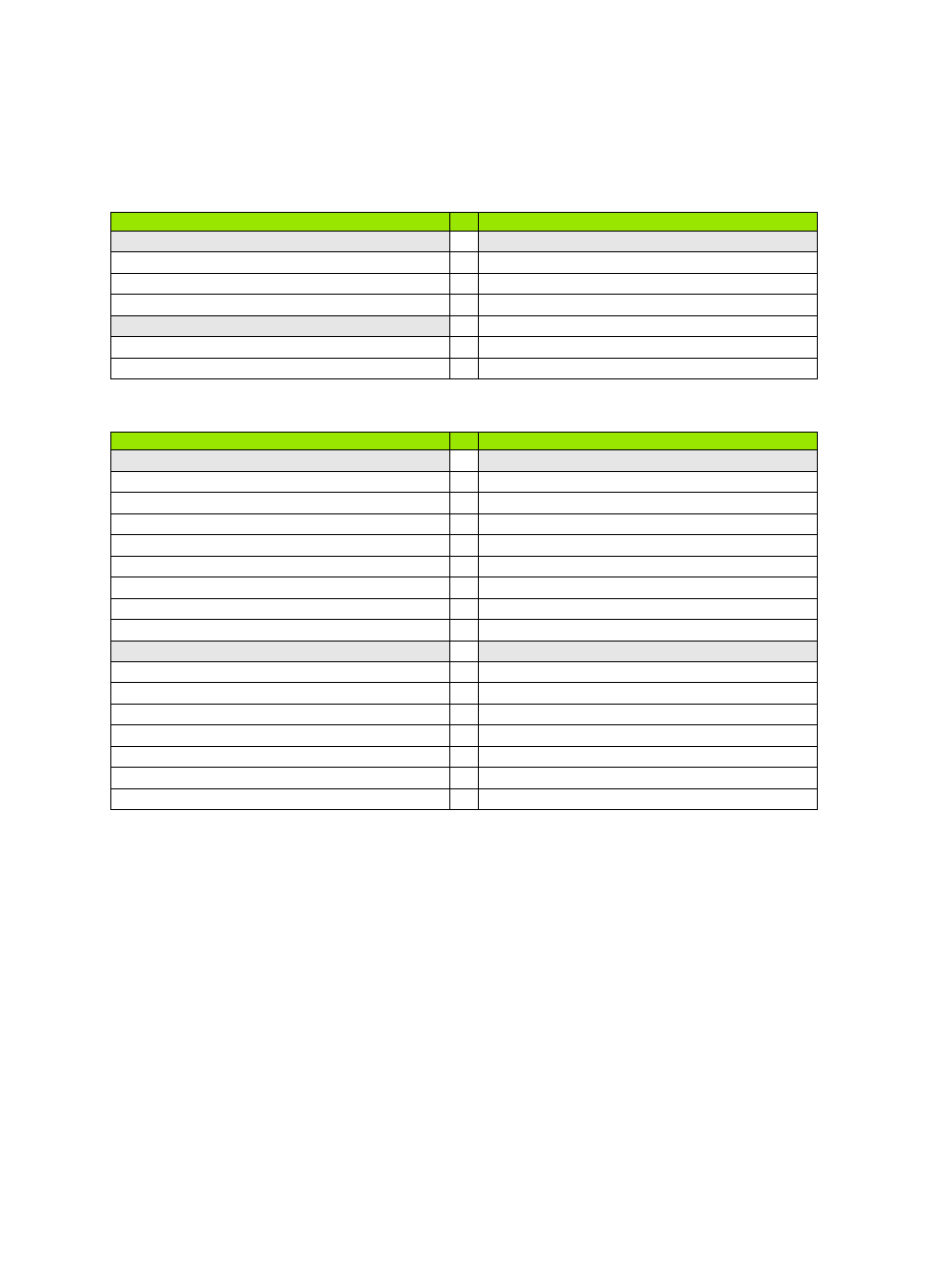
Zyklen für die Drehbearbeitung
Schneidenradiuskompensation (SRK/FRK)
Werkzeug, Korrekturen
G40
FRK/SRK ausschalten
T
Werkzeug einwechseln
G41
SRK/FRK links
G148
(Wechsel der) Schneidenkorrektur
G42
SRK/FRK rechts
G149
Additive Korrektur
Nullpunkt-Verschiebungen
G150
Verrechnung rechte Werkzeugspitze
Übersicht Nullpunkt-Verschiebungen
G151
Verrechnung linke Werkzeugspitze
G51
Relative Nullpunkt-Verschiebung
G710
Ketten von Werkzeugmaßen
Drehbearbeitung – Grundfunktionen
Drehbearbeitung – Grundfunktionen
Drehbearbeitung – Zyklen
Drehbearbeitung – Zyklen
Einfache Drehzyklen
Konturbezogene Drehzyklen
G80
Zyklusende
G810
Schruppzyklus längs
G81
Einfaches Schruppen längs
G820
Schruppzyklus plan
G82
Einfaches Schruppen plan
G830
Schruppzyklus konturparallel
G83
Konturwiederholzyklus
G835
Konturparallel mit neutralem Wkz
G85
Freistich
G860
Universeller Einstechzyklus
G86
Einfacher Einstechzyklus
G866
Einfacher Einstechzyklus
G87
Übergangsradien
G869
Stechdrehzyklus
G88
Fasen
G890
Schlichtzyklus
Bohrzyklen
Gewindezyklen
G36
Gewindebohren
G31
Gewindezyklus
G71
Einfacher Bohrzyklus
G32
Einfacher Gewindezyklus
G72
Aufbohren, Senken, etc.
G33
Einzelner Gewindeschnitt
G73
Gewindebohrzyklus
G933
Gewindeschalter
G74
Tiefbohrzyklus
G799
Gewindefräsen axial
Seite 278
G800
Gewindefräsen XY-Ebene
G806
Gewindefräsen YZ-Ebene