34 v a ri ablenpr ogr a mmier ung – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 321
HEIDENHAIN CNC PILOT 4290
321
4.34 V
a
ri
ablenpr
ogr
a
mmier
ung
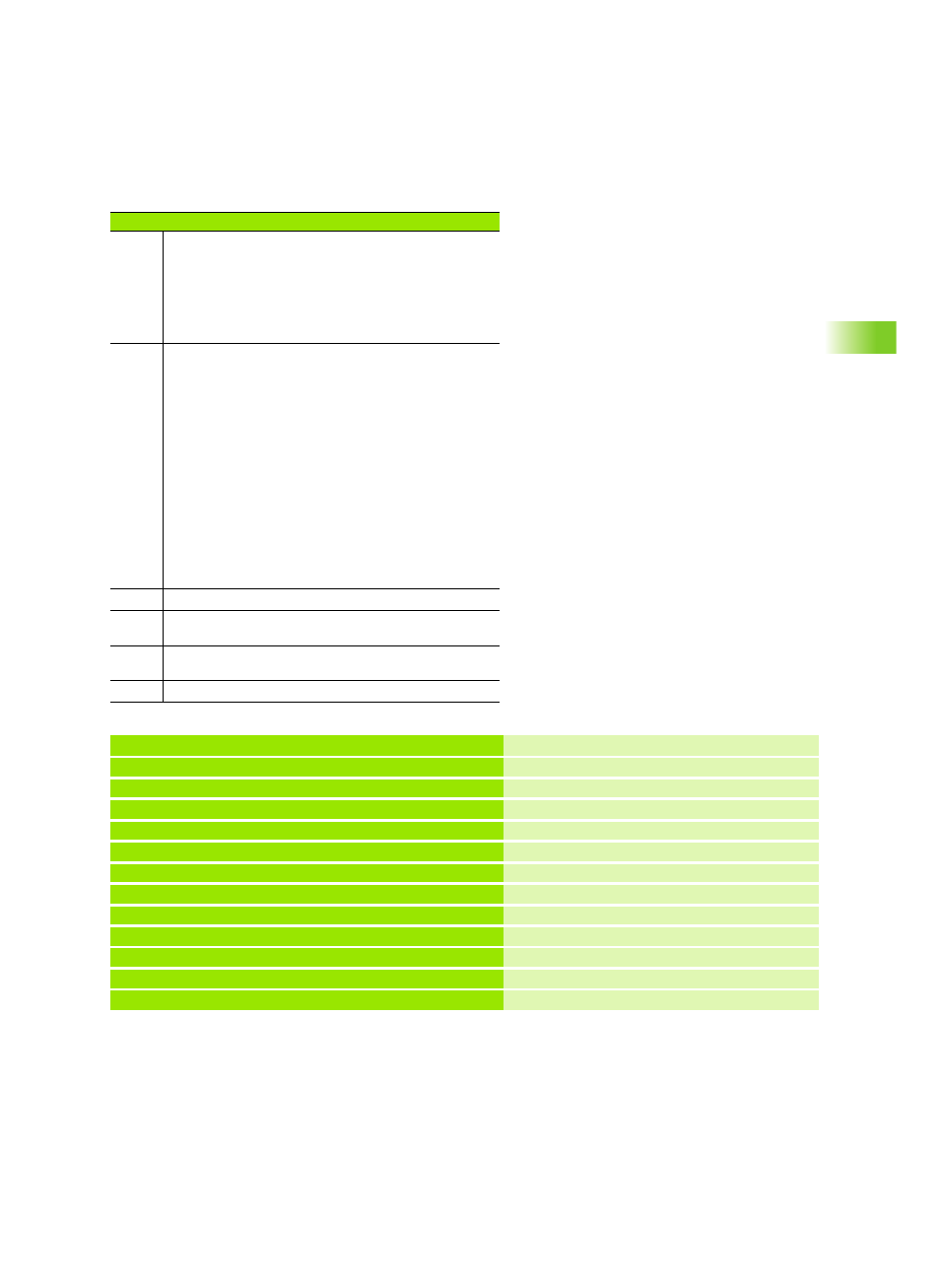
Beispiel: V-Variable
V840..
V843
G901, G902 und G903 schreiben die Positionen der
Hilfsachsen des aufrufenden Kanals in die Variablen:
Hilfsachse 1
Hilfsachse 2
Hilfsachse 3
Hilfsachse 4
V901..
V920
G901, G902, G903, G912 und G916 schreiben die
Positionen in die Variablen:
V901..V903: Achse X, Z, Y von Schlitten 1
V904..V906: Achse X, Z, Y von Schlitten 2
V907..V909: Achse X, Z, Y von Schlitten 3
V910..V912: Achse X, Z, Y von Schlitten 4
V913..V915: Achse X, Z, Y von Schlitten 5
V916..V918: Achse X, Z, Y von Schlitten 6
V919: C-Achse 1
V920: C-Achse 2
X-Werte werden als Radiuswerte gespeichert.
Die Variablen werden überschrieben, auch wenn sie noch
nicht ausgewertet sind.
V921
Winkelversatz bei „G906 Spindelsynchronlauf“
V922/
V923
Ergebnis bei „G905 C-Winkelversatz“
V982
Fehlernummer bei „G912 Istwertaufnahme
Inprozessmessen“
V300
Ergebnis bei „G991 Abstechkontrolle“
Informationen in V-Variablen
. . .
N.. V{M1[Z]=300}
setzt „Maschinenmaß 1 Z“ auf „300“
N.. G0 Z{M1[Z]}
fährt auf „Maschinenmaß 1 Z“
N.. IF{E1[1]==0}
Abfrage „Externes Ereignis 1 – Bit 1“
N.. V{D5[X]=1.3}
setzt „Korrektur X bei Werkzeug 5“
N.. V{V12=17.4}
N.. V{V12=V12+1}
N.. G1 X{V12}
. . .