26 mantelflächenbearbeitung, Eilgang mantelfläche g110 – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 259
Advertising
HEIDENHAIN CNC PILOT 4290
259
4.26 Mant
elfläc
henbearbeit
ung
4.26 Mantelflächenbearbeitung
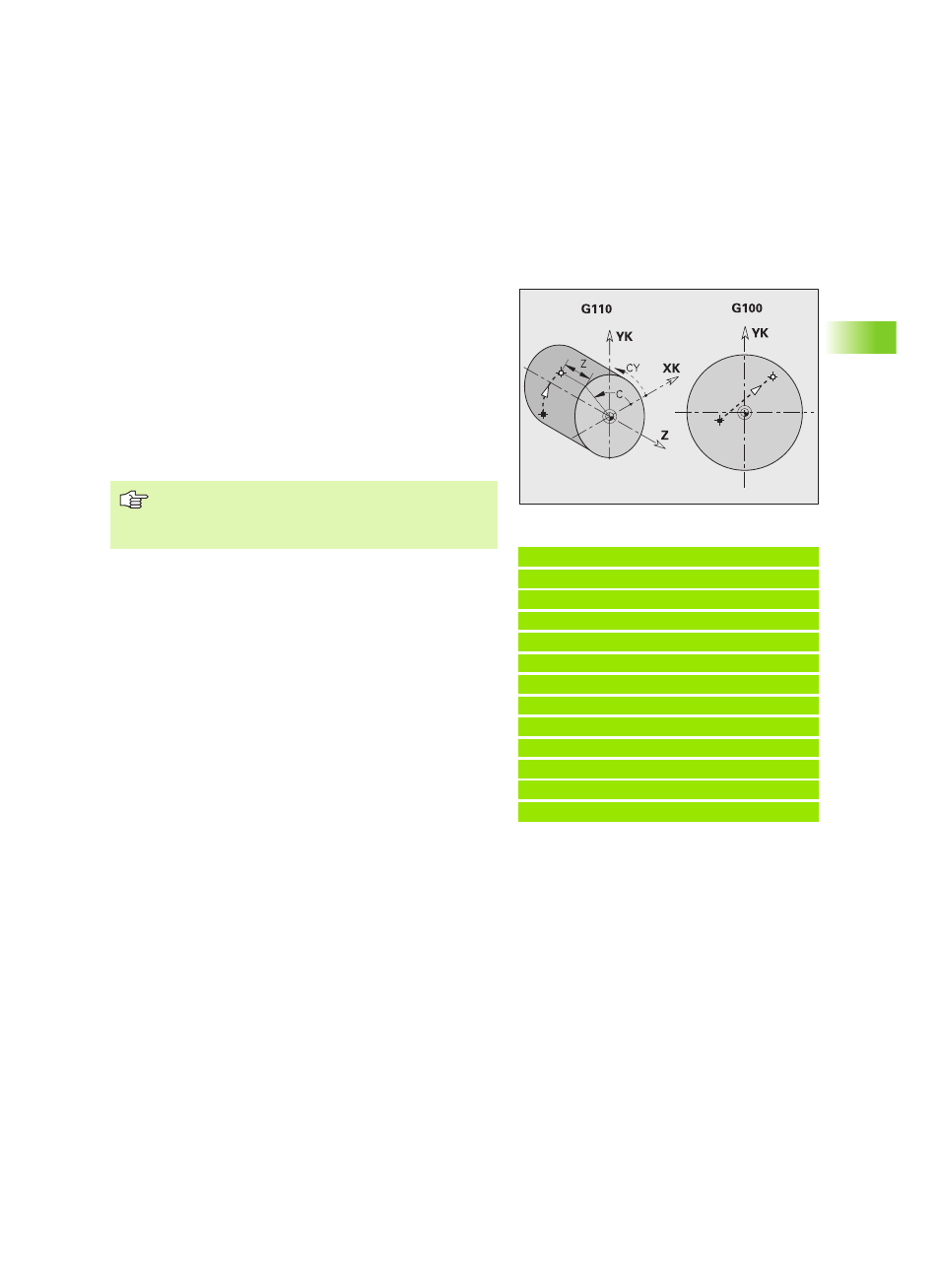
Eilgang Mantelfläche G110
G110 fährt im Eilgang auf kürzestem Weg zum „Endpunkt“.
G110 ist empfehlenswert für die Positionierung der C-Achse auf
einen bestimmten Winkel (Programmierung: N.. G110 C...).
Beispiel: G110
. . .
N1 T8 G197 S1200 G195 F0.2 M104
N2 M14
N3 G120 X100
N4 G110 C0
[Eilgang Mantelfläche]
N5 G0 X110 Z5
N6 G110 Z-20 CY0
N7 G111 Z-40
N8 G113 CY39.2699 K-40 J19.635
N9 G111 Z-20
N10 G113 CY0 K-20 J19.635
N11 M15
. . .
Parameter
Z
Endpunkt
C
Endwinkel
CY
Endpunkt als Streckenmaß (Bezug: Mantelabwicklung bei
G120-Referenzdurchmesser)
X
Endpunkt (Durchmessermaß)
Programmierung:
Z, C, CY: absolut, inkremental oder selbsthaltend
Entweder Z–C oder Z–CY programmieren
Advertising