Zyklus-spezifikation – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 501
HEIDENHAIN CNC PILOT 4290
501
6.14 Int
e
raktiv
e Arbeitsplang
ener
ier
ung (IA
G
)
Zyklus-Spezifikation
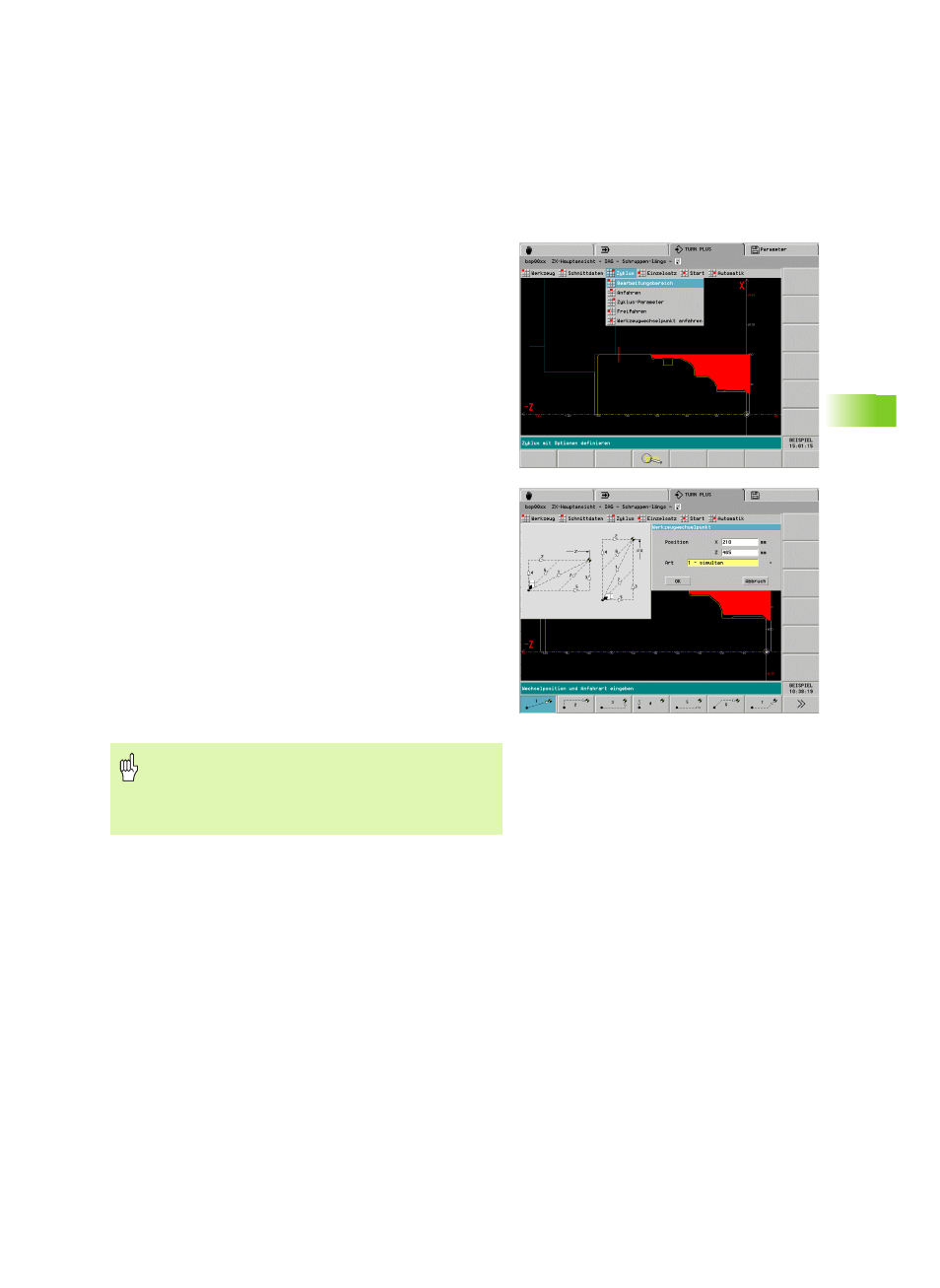
Definieren Sie im Untermenü „Zyklus“ die Zyklusparameter und die
An- und Abfahrstrategien:
Bearbeitungsbereich: Legen Sie den zu zerspanenden Bereich und
die Bearbeitungsrichtung per Bereichsselektion fest.
Selektion per Softkey: Die Reihenfolge der Selektion bestimmt
die Bearbeitungsrichtung.
Selektion per Touchpad – linke Maustaste: Bearbeitungsrichtung
in Konturerstellungsrichtung.
Selektion per Touchpad – rechte Maustaste:
Bearbeitungsrichtung entgegen Konturerstellungsrichtung.
Anfahren: Das Werkzeug fährt, bevor der Zyklus aufgerufen wird,
im Eilgang von der aktuellen Position zur Anfahrposition. Die Bohr-
und Gewindezyklen beinhalten kein „Anfahren“. Stellen Sie das
Werkzeug mit „Anfahren“ auf eine geeignete Position.
Zyklusparameter: TURN PLUS schlägt Zyklusparameter vor.
Prüfen/optimieren Sie die Parameter.
Freifahren: Das Werkzeug fährt nach Abschluss des Zyklus im
Eilgang zur Freifahrposition.
Werkzeug-Wechselpunkt anfahren: Das Werkzeug fährt nach
Abschluss des Zyklus bzw. nach dem „Freifahren“ zur
Wechselposition. Welche Position angefahren wird und die
Verfahrart legen Sie in „Verfahrart zum Werkzeug-Wechselpunkt
[WP]“ (Bearbeitungs-Parameter 2) fest:
WP=1: Die in der Dialogbox „Werkzeug-Wechselpunkt“
angegebene Position wird mit G0 angefahren. TURN PLUS trägt
die Werkzeugwechselposition als Vorschlagswert ein.
WP=2: TURN PLUS generiert ein G14. Die in der Dialogbox
„Werkzeug-Wechselpunkt“ angegebene Position ist ohne
Bedeutung.
WP=3: TURN PLUS berechnet die Wechselposition aufgrund der
im Revolver vorhandenen Werkzeuge.
Achtung Kollisionsgefahr
Da bei der Generierung eines Arbeitsblocks häufig noch
nicht alle Werkzeuge bekannt sind, sollten Sie die
Einstellung „WP=3“ (Bearbeitungs-Parameter 2) in der
IAG nicht verwenden.