36 unterprogramme, Unterprogrammaufruf: l"xx" v1 – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 327
HEIDENHAIN CNC PILOT 4290
327
4.36 Unt
e
rp
rogr
amme
4.36 Unterprogramme
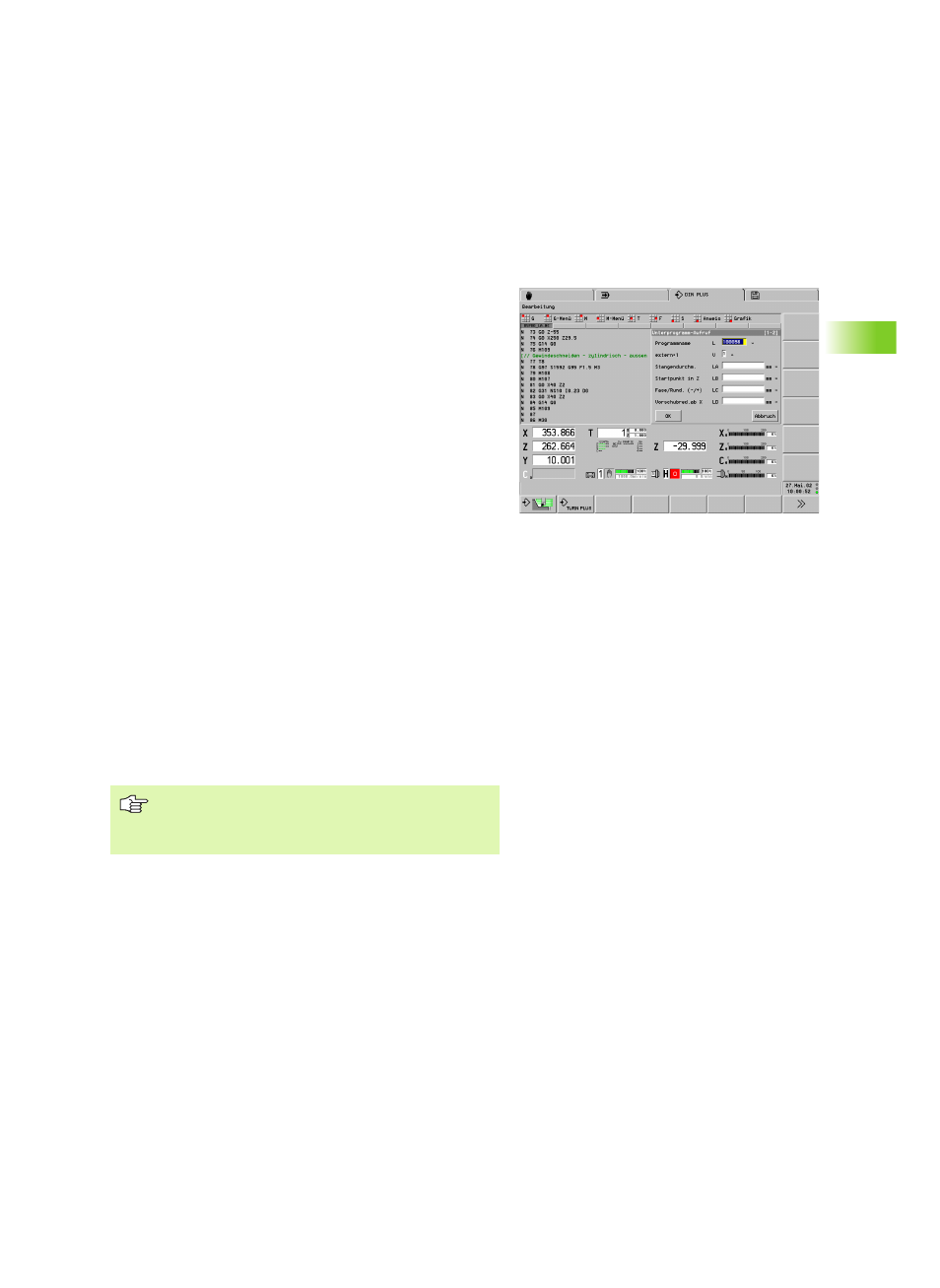
Unterprogrammaufruf: L"xx" V1
Der Unterprogrammaufruf beibhaltet folgende Elemente:
L: Kennbuchstabe für Unterprogrammaufruf
"xx": Name des Unterprogramms – bei externen Unterprogrammen
Dateiname (maximal 8 Ziffern oder Buchstaben)
V1: Kennung für externes Unterprogramm – entfällt bei lokalen
Unterprogrammen
Hinweise zum Arbeiten mit Unterprogrammen:
Externe Unterprogramme stehen in einer separaten Datei. Sie
werden von beliebigen Hauptprogrammen, anderen
Unterprogrammen und von TURN PLUS aufgerufen.
Lokale Unterprogramme stehen in der Hauptprogramm-Datei. Sie
können nur vom Hauptprogramm aufgerufen werden.
Unterprogramme können bis zu 6-mal „geschachtelt“ werden.
Geschachtelt heißt, innerhalb eines Unterprogramms wird ein
weiteres Unterprogramm aufgerufen.
Rekursionen sollten vermieden werden.
Sie können bei einem Unterprogramm-Aufruf bis zu 20
„Übergabewerte“ programmieren.
Bezeichnungen: LA bis LF, LH, I, J, K, O, P, R, S, U, W, X, Y, Z
Kennung innerhalb des Unterprogramms: „#__..“ gefolgt von der
Parameterbezeichnung in Kleinbuchstaben (Beispiel: #__la).
Nutzen Sie innerhalb des Unterprogramms diese Übergabewerte
im Rahmen der Variablenprogrammierung nutzen.
Die Variablen #256 – #285 stehen in jedem Unterprogramm als
lokale Variable zur Verfügung.
Soll ein Unterprogramm mehrfach abgearbeitet werden, definieren
Sie im Parameter „Anzahl Wiederholungen Q“ den
Wiederholungsfaktor.
Ein Unterprogramm endet mit RETURN.
Der Parameter „LN“ ist für die Übergabe von
Satznummern reserviert. Dieser Parameter kann bei einer
Neunummerierung des NC-Programms einen neuen Wert
erhalten.