6 bearbeit ungs-p ar amet er – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 593
HEIDENHAIN CNC PILOT 4290
593
7.
6 Bearbeit
ungs-P
ar
amet
er
Zentrisches Vorbohren – Aufamße
Zentrisches Vorbohren – An-/Abfahren
Aufmaße
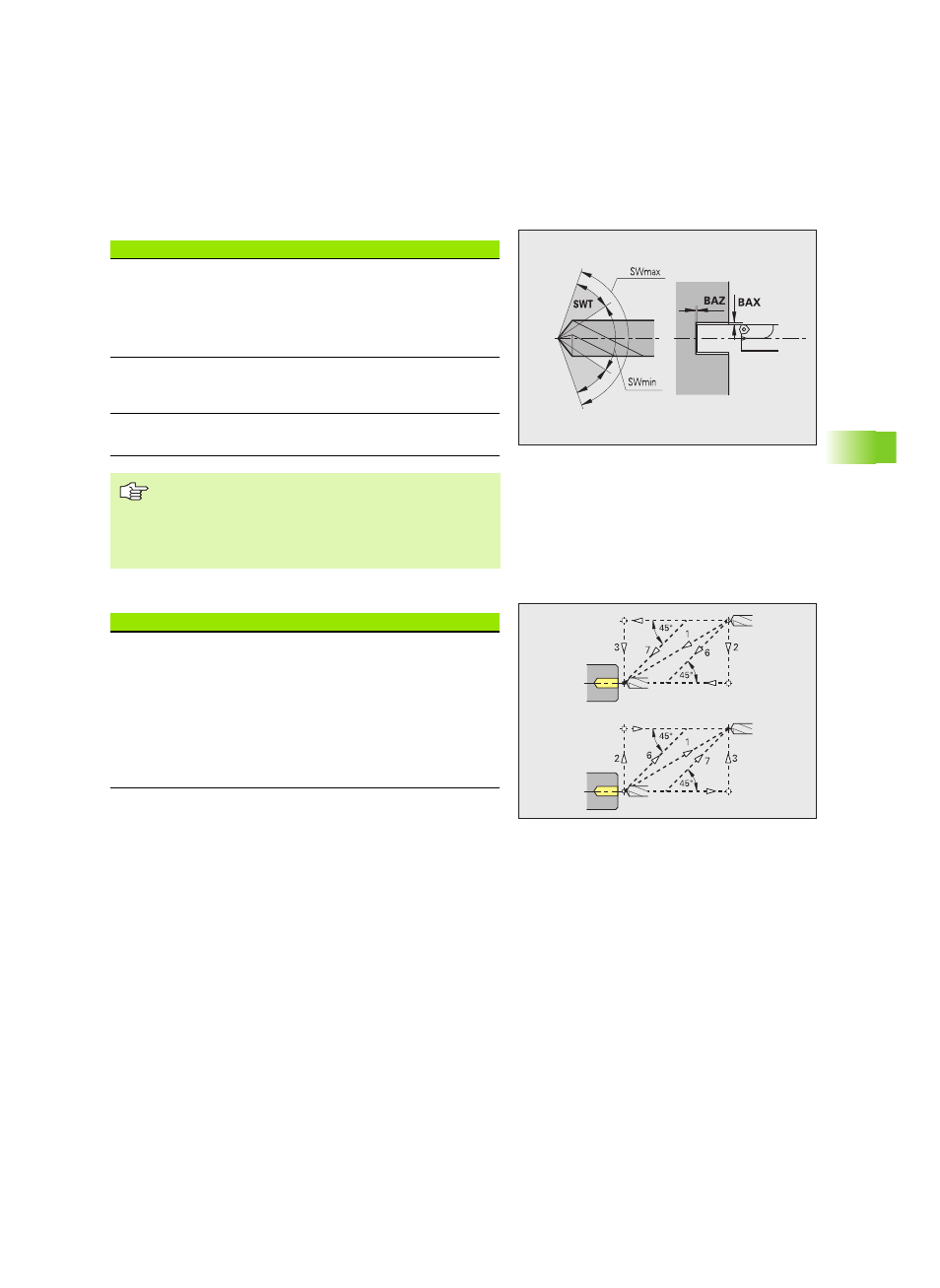
Spitzenwinkeltoleranz [SWT]
Wenn das Bohrbegrenzungselement eine Schräge ist, sucht
TURN PLUS vorrangig einen Spiralbohrer mit passendem
Spitzenwinkel. Ist kein geeigneter Spiralbohrer vorhanden,
erfolgt das Vorbohren mit einem Wendeplattenbohrer. SWT
definiert die zulässige Spitzenwinkelabweichung.
Bohraufmaß – Durchmesser [BAX]
Bearbeitungsaufmaß auf Bohrdurchmesser (X-Richtung –
Radiusmaß).
Bohraufmaß – Tiefe [BAZ]
Bearbeitungsaufmaß auf Bohrtiefe (Z-Richtung).
BAZ wird nicht eingehalten, wenn
eine folgende Innenschlichtbearbeitung aufgrund des
kleinen Durchmessers nicht möglich ist.
bei Sackbohrungen in der Fertigbohrstufe „dimin < 2*
UBD2“ ist.
An- und Abfahren
Anfahren zum Vorbohren [ANB]
Abfahren zum Werkzeug-Wechsel [ABW]
Strategie zum Anfahren/Abfahren:
1: X- und Z-Richtung gleichzeitig
2: erst X- dann Z-Richtung
3: erst Z- dann X-Richtung
6: Mitschleppen, X- vor Z-Richtung
7: Mitschleppen, Z- vor X-Richtung