M-befehle im handsteuern, 2 betr iebsar t handst e uer n – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 63
HEIDENHAIN CNC PILOT 4290
63
3.2 Betr
iebsar
t Handst
e
uer
n
Werkzeug einwechseln
U
„T“ wählen; Revolverposition eingeben, oder
U
nächste Revolverposition, oder
U
vorherige Revolverposition, oder
Funktionen des Werkzeugwechsels:
Werkzeug einschwenken
„Neue“ Werkzeugmaße verrechnen
„Neue“ Istwerte in der Positionsanzeige anzeigen
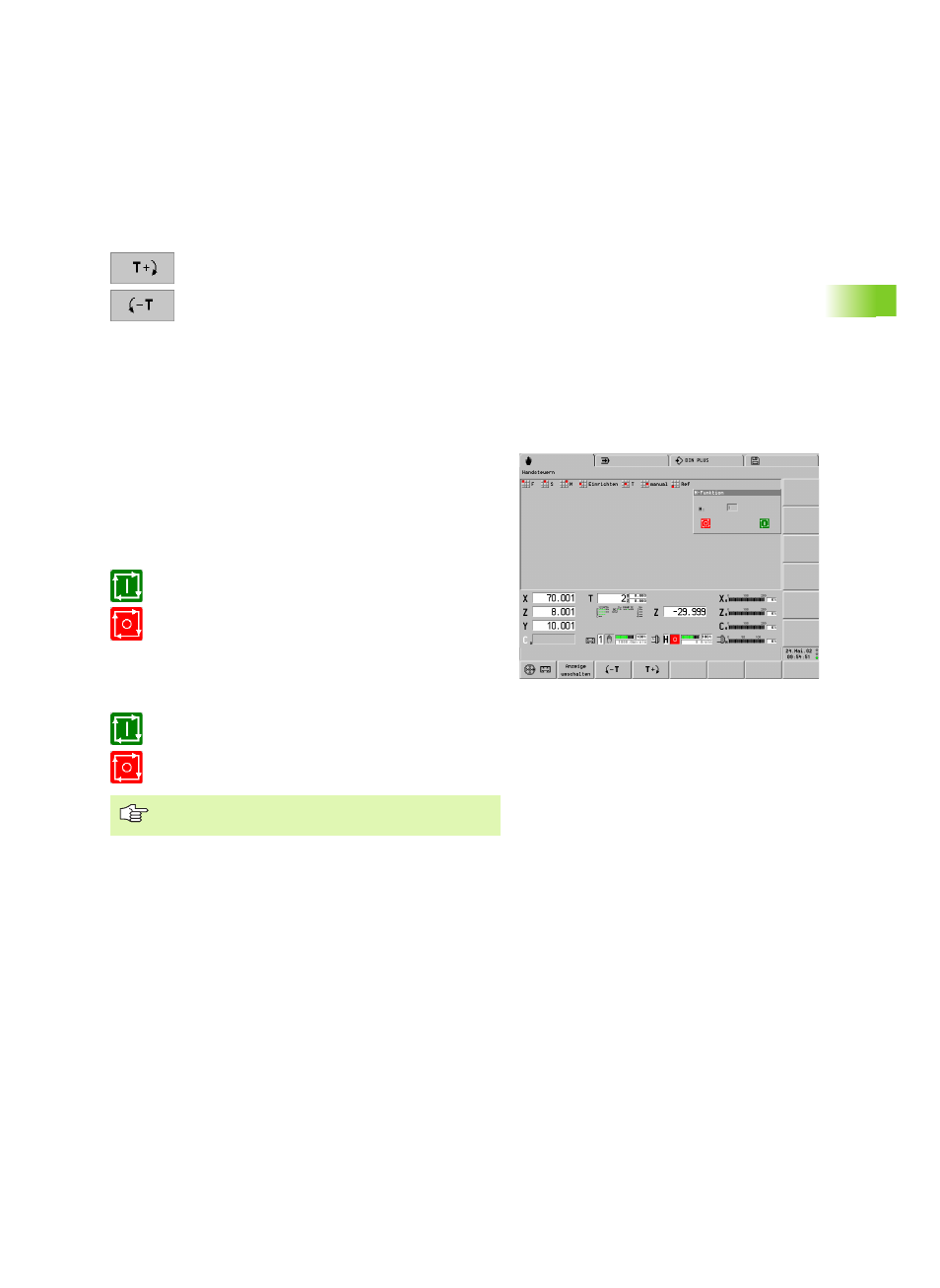
M-Befehle im Handsteuern
In der Menügruppe „M“ definieren Sie entweder direkt die
auszuführenden M-Funktionen oder Sie wählen die gewünschte
Funktion anhand des Menüs aus.
M-Funktion ausführen:
U
„M > M-direkt“ wählen
U
M-Nummer eingeben (Dialogbox „M-Funktion“)
U
„Zyklus-Start“ führt die M-Funktion aus
U
„Zyklus-Stopp“ verlässt die Dialogbox
M-Funktion auswählen und ausführen:
U
„M“ wählen
U
M-Funktion anhand des Menüs auswählen
U
„Zyklus-Start“ führt die M-Funktion aus
U
„Zyklus-Stopp“ verlässt die Dialogbox
Das M-Menü ist maschinenabhängig. Es kann von dem
dargestellten Beispiel abweichen.