13 rüst en – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 489
HEIDENHAIN CNC PILOT 4290
489
6.13 Rüst
en
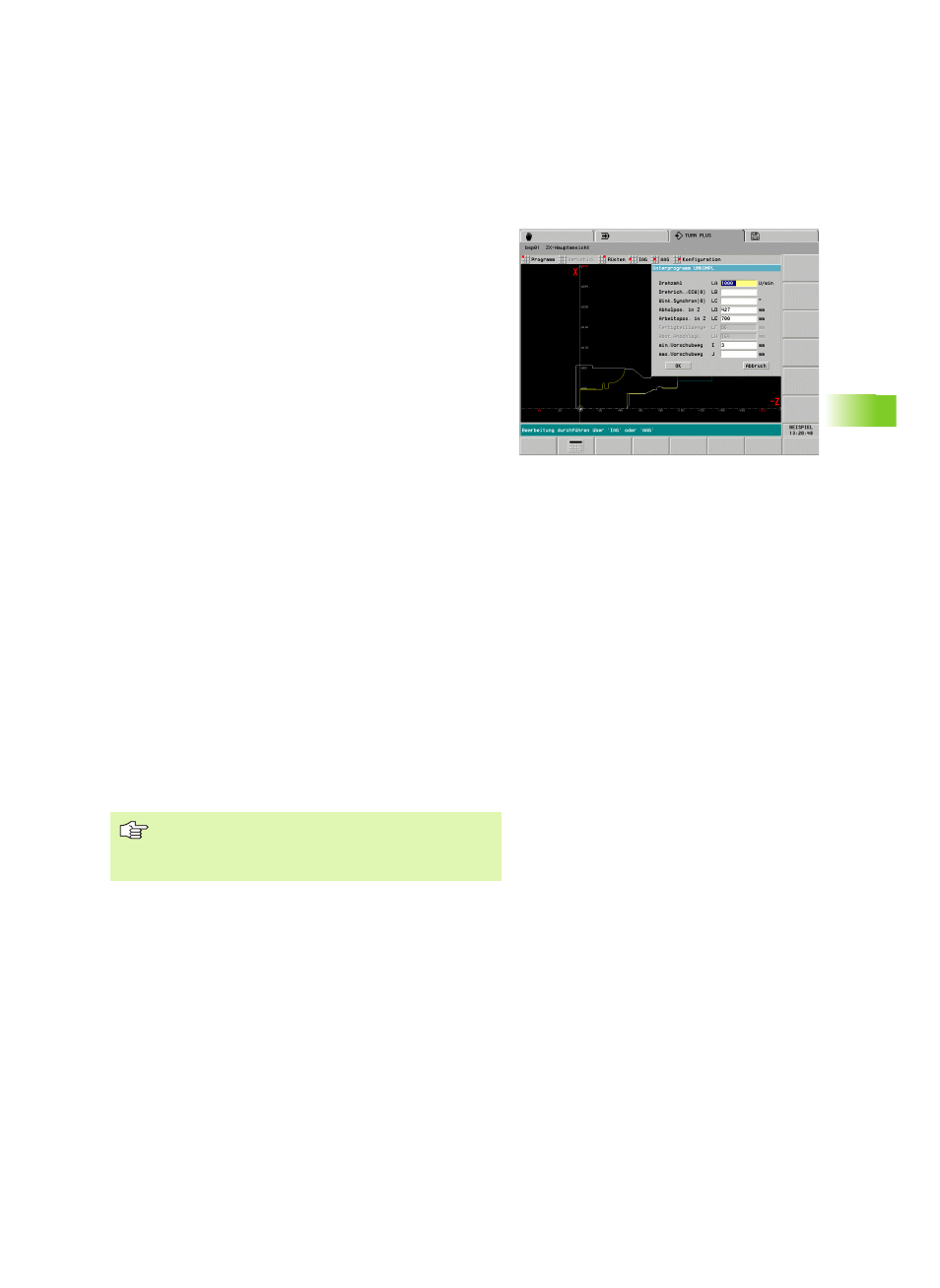
Expertenprogramm „UMKOMPL“
Das in „UP-UMKOMPL“ (Bearbeitungs-Parameter 21) eingetragene
Expertenprogramm übergibt das Werkstück an die Gegenspindel.
TURN PLUS trägt die ermittelten Parameter als Vorschlagswerte ein.
Überprüfen bzw. ergänzen Sie die Einträge.
Parameter (Beispiel)
LA
Drehzahl bei der Teileübergabe
LB
Drehrichtung der Spindel
0: CCW
1: CW
LC
Drehzahl- oder Winkelsynchronlauf
0: Winkelsynchronlauf ohne Winkelversatz
>0: Winkelsynchronlauf mit vorgegebenem Winkelversatz
<0: Drehzahlsynchronlauf
LD
Abholposition in Z
0: Abholposition in Maschinenmaß 1
1..6: Abholposition in Maschinenmaß 1..6
¼ 0..6: Abholposition. TURN PLUS ermittelt einen
Vorschlagswert.
LE
Arbeitsposition in Z. (Vorschlagswert: Nullpunkt-Offset der Z-
Achse $1)
I
Minimaler Vorschubweg
kein „Fahren auf Festanschlag“: Sicherheitsabstand auf das
abzuholende Werkstück (Vorschlagswert:
„Sicherheitsabstand auf Rohteil“ aus Bearbeitungs-
Parameter 2).
bei „Fahren auf Festanschlag“: siehe Maschinen-Handbuch
J
Maximaler Vorschubweg und „Fahren auf Festanschlag“
keine Eingabe: kein „Fahren auf Festanschlag“
„Fahren auf Festanschlag“. Bedeutung des Parameters:
siehe Maschinen-Handbuch
Expertenprogramme stellt der Maschinen-Hersteller zur
Verfügung. Entnehmen Sie die Bedeutung der Parameter
und den Ablauf des Programms dem Maschinen-
Handbuch.