6 bearbeit ungs-p ar amet er – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 596
596
7.
6 Bearbeit
ungs-P
ar
amet
er
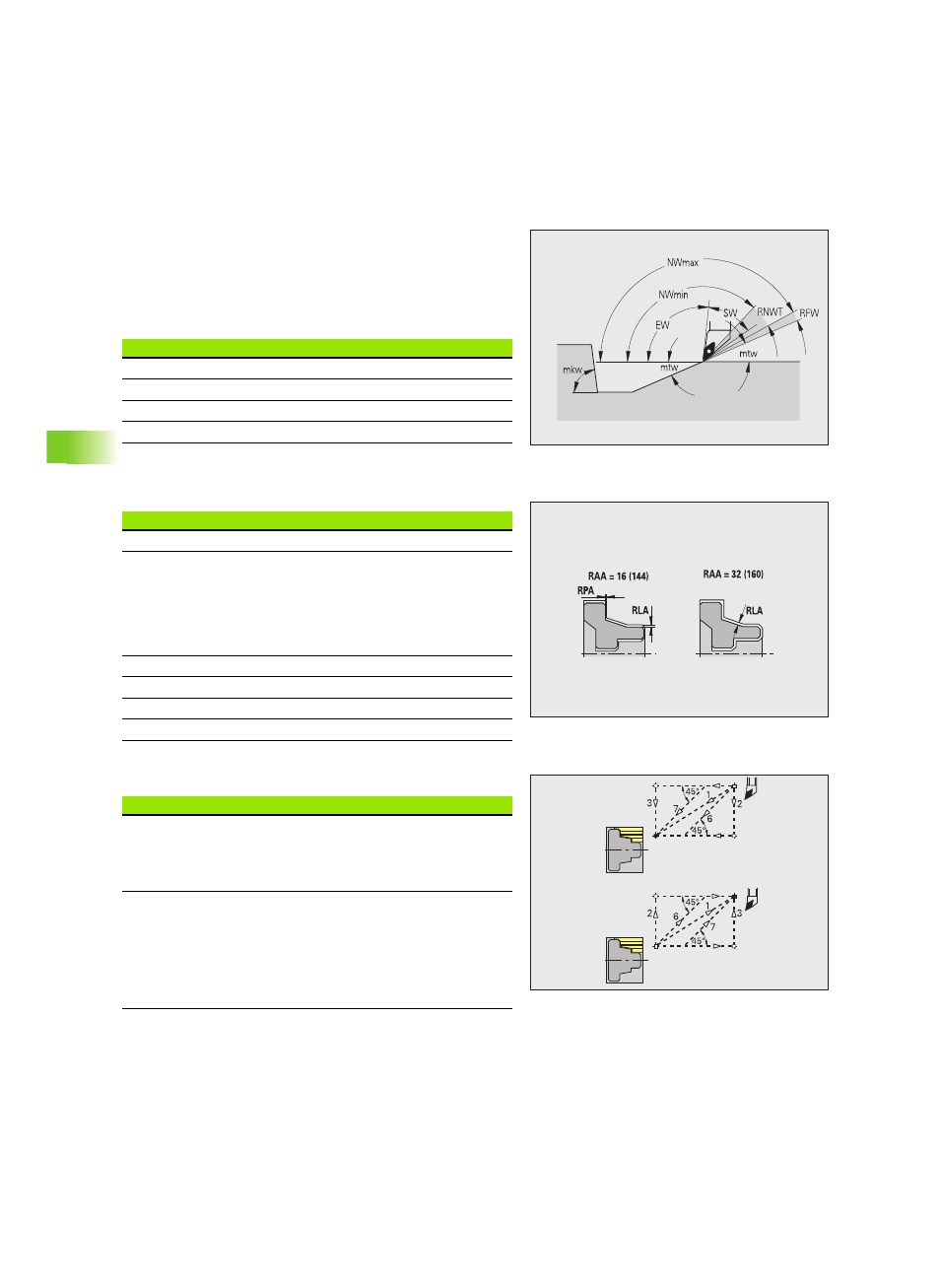
Schruppen – Werkzeugtoleranzen
Für die Werkzeugwahl gilt:
Einstellwinkel (EW): EW >= mkw (mkw: ansteigender
Konturwinkel)
Einstell- (EW) und Spitzenwinkel (SW): NWmin < (EW+SW) <
NWmax
Nebenwinkel (RNWT): RNWT = NWmax – NWmin
Schruppen – Aufmaße
Schruppen – An- und Abfahren
An- und Abfahrbewegungen erfolgen im Eilgang (G0).
Werkzeugtoleranzen
Nebenwinkeltoleranz [RNWT]
Toleranzbereich für Werkzeugnebenschneide
Freischnittwinkel [RFW]
Minimale Differenz Kontur – Nebenschneide
Aufmaße
Aufmaßart [RAA]
16: unterschiedliches Längs-/Planaufmaß – keine
Einzelaufmaße
144: unterschiedliches Längs-/Planaufmaß – mit
Einzelaufmaßen
32: äquidistantes Aufmaß – keine Einzelaufmaße
160: äquidistantes Aufmaß – mit Einzelaufmaßen
Äquidistant oder Längs [RLA]
Äquidistantes Aufmaß oder Längsaufmaß
Kein oder Plan [RPA]
Planaufmaß
An- und Abfahren
Anfahren Außenschruppen [ANRA]
Anfahren Innenschruppen [ANRI]
Abfahren Außenschruppen [ABRA]
Abfahren Innenschruppen [ABRI]
Strategie zum Anfahren/Abfahren:
1: X- und Z-Richtung gleichzeitig
2: erst X- dann Z-Richtung
3: erst Z- dann X-Richtung
6: Mitschleppen, X- vor Z-Richtung
7: Mitschleppen, Z- vor X-Richtung