Programmablauf beeinflussen, 5 a u to matikbetr ieb – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 85
HEIDENHAIN CNC PILOT 4290
85
3.5 A
u
to
matikbetr
ieb
Programmablauf beeinflussen
Ausblendebene
NC-Sätze mit Ausblendebene werden bei aktiver Ausblendebene nicht
ausgeführt. Das Anzeigefeld „Ausblendebenen“ markiert die von der
„Satzausführung“ erkannten (aktiven) Ausblendebenen.
Ausblendebene aktivieren/deaktivieren:
„Ablauf > Ausblendebene“ wählen
Ausblendebene aktivieren
„Ebenen Nr.“ eingeben, mehrere Ausblendebenen als „Ziffernfolge“
eingeben
Ausblendebene deaktivieren
„Leere“ Eingabe bei „Ebenen Nr.“
Produktion mit Stückzahlvorgabe
„Ablauf > Stückzahl“ wählen
Stückzahl vorgeben
Mit Stückzahlvorgabe arbeiten:
Bereich der Zählung: 0..9999
Die Zählung erfolgt nach jedem Programmdurchlauf.
Wird ein NC-Programm mit „Programmanwahl“ aktiviert, setzt der
CNC PILOT den Zähler zurück.
Nach Erreichen der Stückzahl können Sie das NC-Programm nicht
mehr starten. Wählen Sie „Wiederstart“, um das Programm erneut
zu starten.
Die Stückzahl bleibt auch beim Ausschalten der Drehmaschine
erhalten.
Stückzahl=0: Keine Begrenzung; der Zähler wird inkrementiert.
Stückzahl>0: Der CNC PILOT fertigt die angegebene Stückzahl; der
Zähler wird dekrementiert.
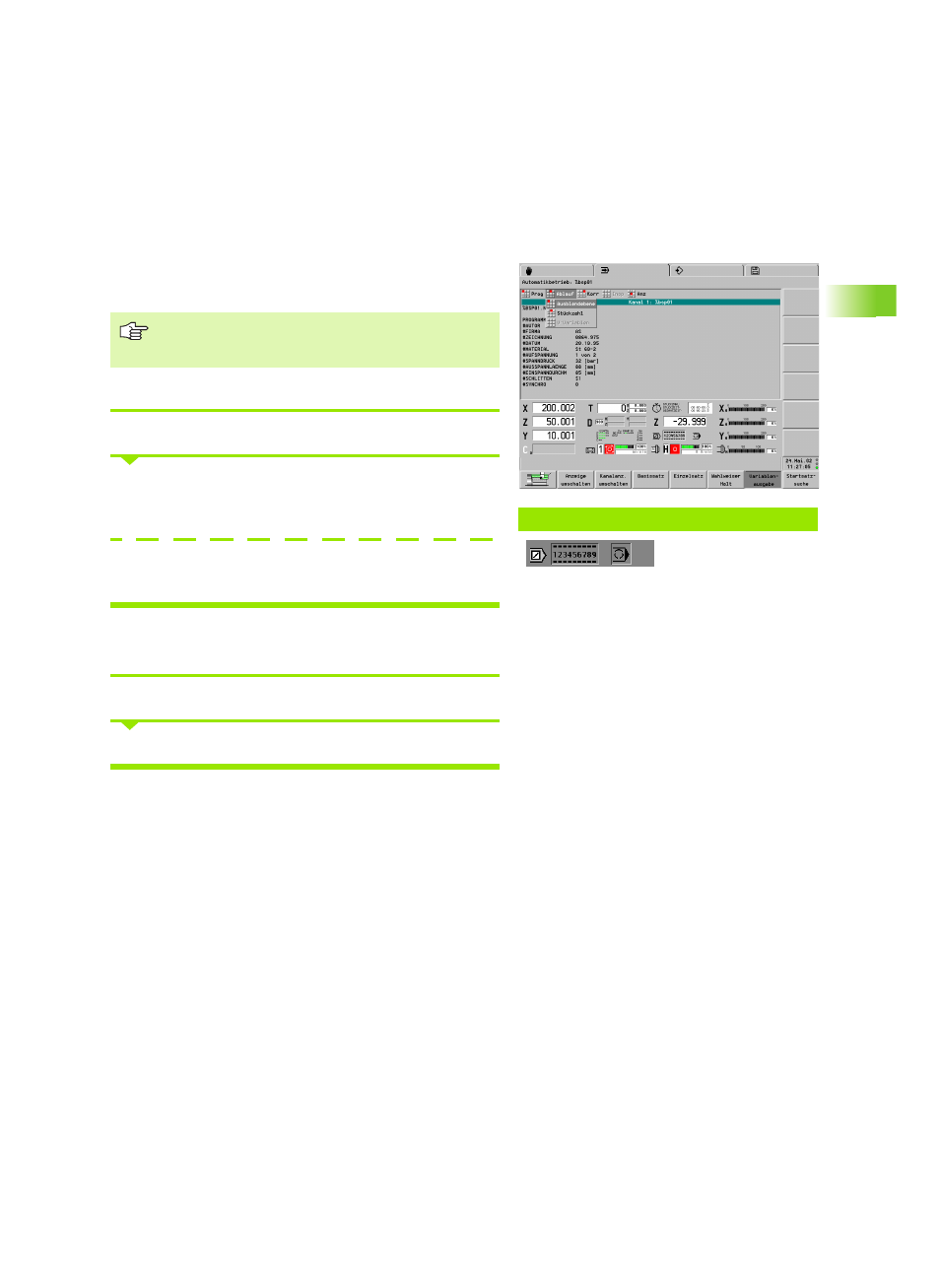
Anzeigefeld „Ausblendebenen“
Bedeutung der Markierung:
Obere Leiste: eingegebene Ausblendebenen
Untere Leiste: aktive Ausblendebenen
Beim Ein-/Ausschalten von Ausblendebenen reagiert der
CNC PILOT nach ca. 10 Sätzen (Grund: Vorlauf bei der
Ausführung von NC-Sätzen).