27 f räszyklen – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 267
HEIDENHAIN CNC PILOT 4290
267
4.27 F
räszyklen
An- und Abfahren: Bei geschlossenen Konturen ist der Lotpunkt der
Werkzeugposition auf das erste Konturelement die An- und
Abfahrposition. Kann das Lot nicht gefällt werden, ist der Startpunkt
des ersten Elements die An- und Abfahrposition. Bei Figuren wählen
Sie mit „D“ und „V“ das An-/Abfahrelement aus.
Zyklusablauf beim Fräsen
1
Startposition (X, Z, C) ist die Position vor dem Zyklus.
2
Errechnet die Frästiefen-Zustellungen.
3
Fährt auf Sicherheitsabstand an.
Bei O=0: Stellt für die erste Frästiefe zu.
Bei O=1: Taucht für die erste Frästiefe ein.
4
Fräst die Kontur.
5
Bei offenen Konturen und bei Nuten mit Nutbreite =
Fräserdurchmesser: Stellt für die nächste Frästiefe zu, bzw.
taucht für die nächste Frästiefe ein und fräst die Kontur in
umgekehrter Richtung.
Bei geschlossenen Konturen und Nuten: Hebt um den
Sicherheitsabstand ab, fährt an und stellt für die nächste
Frästiefe zu, bzw. taucht für die nächste Frästiefe ein.
6
Wiederholt 4...5, bis die komplette Kontur gefräst ist.
7
Fährt entsprechend „Rückzugsebene K“ zurück.
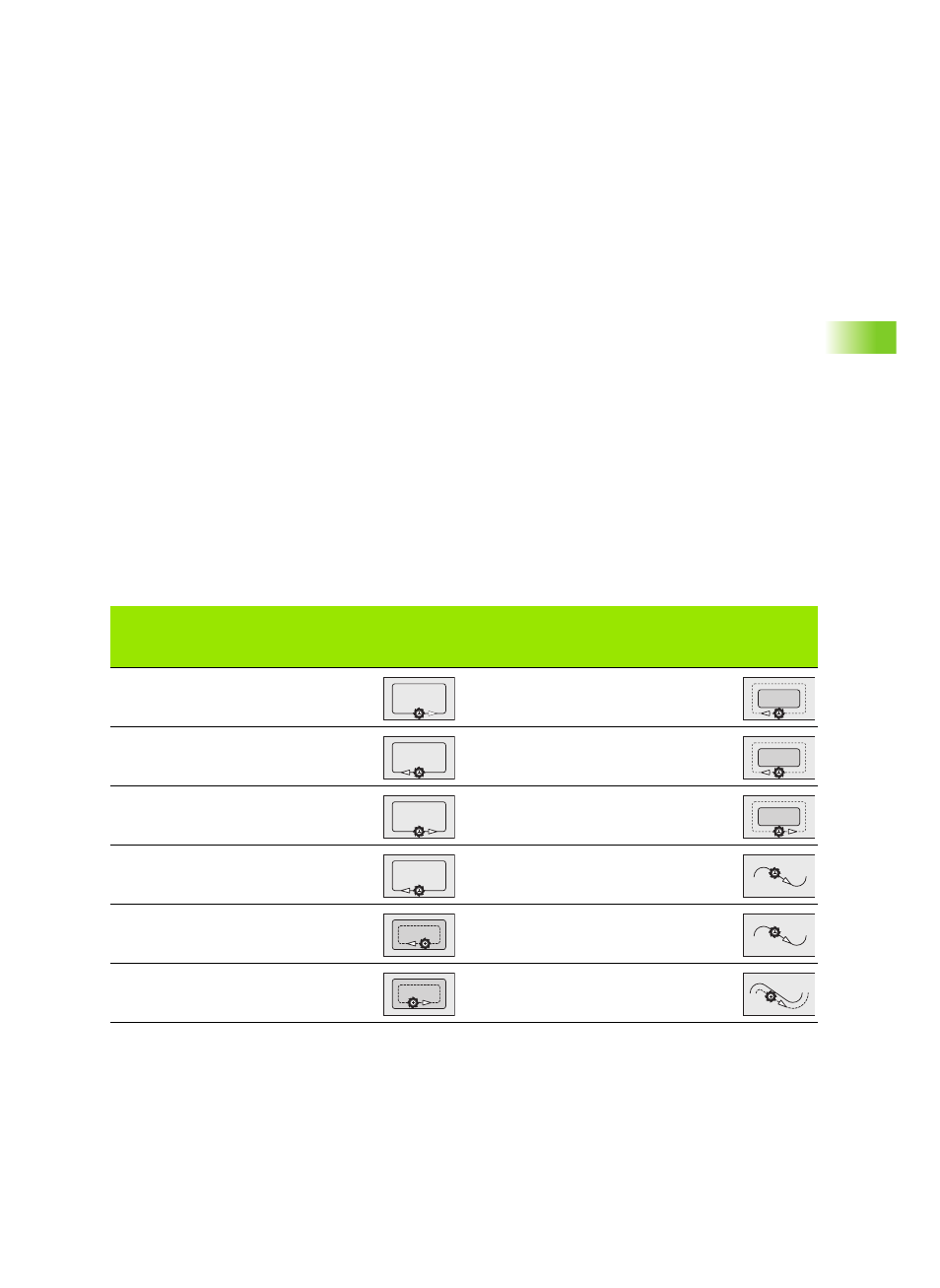
Konturfräsen G840
Zyklus-
Typ
Fräslauf-
richtung
WZ-Dreh-
richtung
FRK
Ausführung
Zyklus-
Typ
Fräslauf-
richtung
WZ-Dreh-
richtung
FRK
Ausführung
Kontur
(Q=0)
–
Mx03
–
außen
Gegenlauf
(H=0)
Mx04
links
Kontur
–
Mx03
–
außen
Gleichlauf
(H=1)
Mx03
links
Kontur
–
Mx04
–
außen
Gleichlauf
(H=1)
Mx04
rechts
Kontur
–
Mx04
–
Kontur
(Q=0)
–
Mx03
–
innen
(Q=1)
Gegenlauf
(H=0)
Mx03
rechts
Kontur
–
Mx04
–
innen
Gegenlauf
(H=0)
Mx04
links
rechts
(Q=3)
Gegenlauf
(H=0)
Mx03
rechts