Schlichten kontur g890 – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 228
228
4.20 K
ont
urbez
o
g
e
ne Dr
ehzyklen
Schlichten Kontur G890
G890 schlichtet den durch „NS, NE" beschriebenen Konturbereich
inclusive Fasen/Verrundungen in einem Schlichtschnitt. Die
Bearbeitung erfolgt von „NS nach NE“.
Ausblend-Codes für Einstiche und Freistiche
G-Aufruf
Funktion
D-Code
G22
Dichtring Einstich
512
G22
Sicherring Einstich
1.024
G23 H0
Allgemeiner Einstich
256
G23 H1
Freidrehung
2.048
G23 H4
Freistich Form U
32.768
G23 H5
Freistich Form E
65.536
G23 H6
Freistich Form F
131.072
G23 H7
Freistich Form G
262.744
G23 H8
Freistich Form H
524.288
G23 H9
Freistich Form K
1.048.576
Addieren Sie die Codes, um mehrere Elemente
auszublenden.
K
1
2
H=
2
0
Q = 3
Z
Q=
1
X
Z
I
Ø
Parameter
NS
Anfang-Satznummer (Beginn des Konturabschnitts)
NE
Ende-Satznummer (Ende des Konturabschnitts)
NE nicht programmiert: Das Konturelement NS wird in
Konturdefinitionsrichtung bearbeitet.
NS=NE programmiert: Das Konturelement NS wird
entgegen Konturdefinitionsrichtung bearbeitet.
E
Eintauchverhalten
E=0: fallende Konturen nicht bearbeiten
E>0: Eintachvorschub
keine Eingabe: fallende Konturen mit programmiertem
Vorschub bearbeiten
V
Kennung Anfang/Ende (default: 0)
Eine Fase/Verrundung wird bearbeitet:
V=0: am Anfang und am Ende
V=1: am Anfang
V=2: am Ende
V=3: keine Bearbeitung
V=4: Fase/Verrundung wird bearbeitet, nicht das
Grundelement (Voraussetzung: Konturabschnitt mit einem
Element)
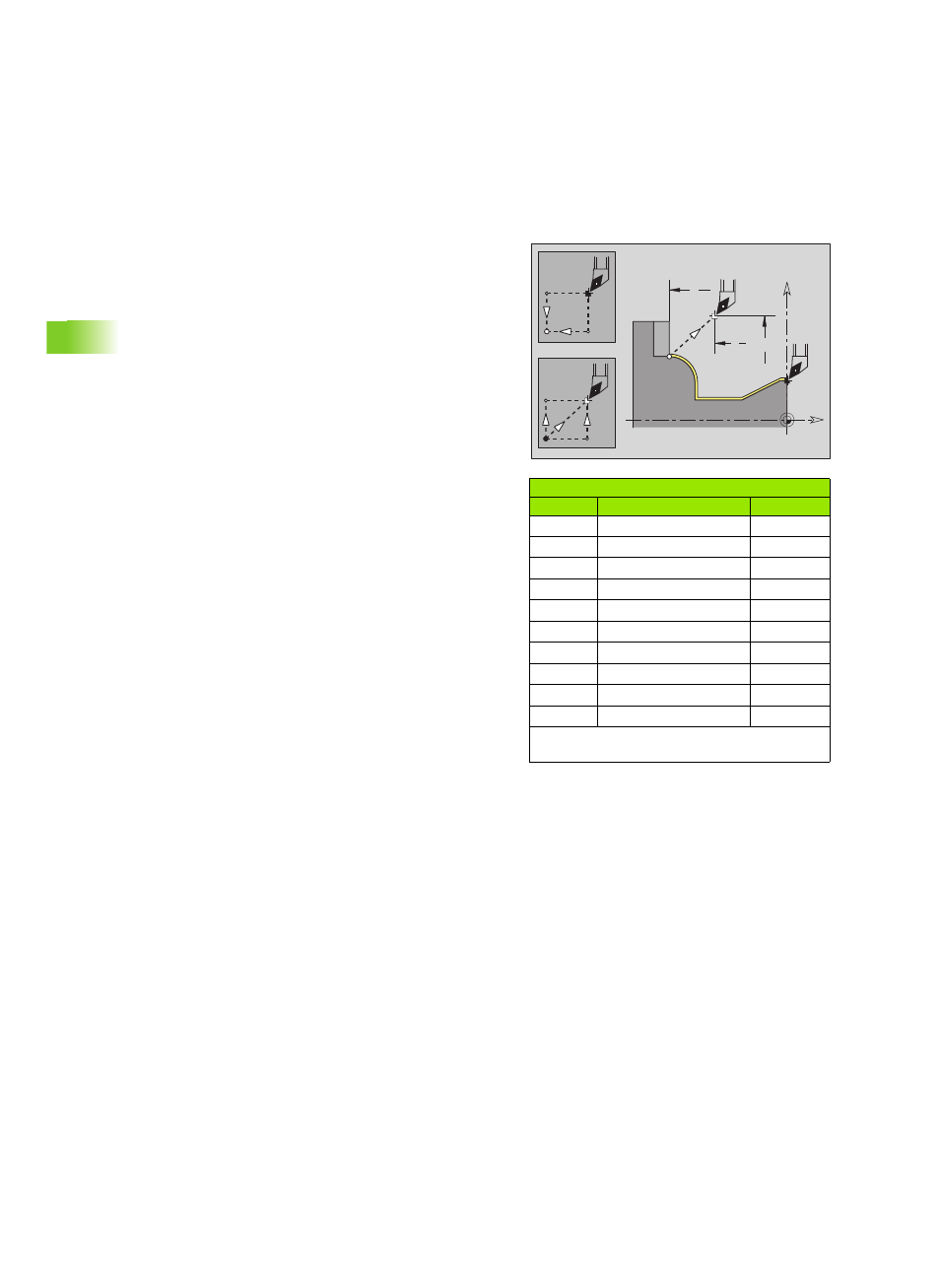
Q
Anfahrart (default: 0)
Q=0: automatische Wahl – der CNC PILOT prüft:
diagonales Anfahren
erst X-, dann Z-Richtung
äquidistant um das Hindernis herum
Auslassen der ersten Konturelemente, wenn die
Startposition unzugänglich ist
Q=1: erst X-, dann Z-Richtung
Q=2: erst Z-, dann X-Richtung
Q=3: kein Anfahren – Werkzeug ist in der Nähe des
Anfangspunktes
Q=4: Restschlichten