Schruppen auskammern – neutrale wkz (g835) – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 510
510
6.14 Int
e
raktiv
e Arbeitsplang
ener
ier
ung (IA
G
)
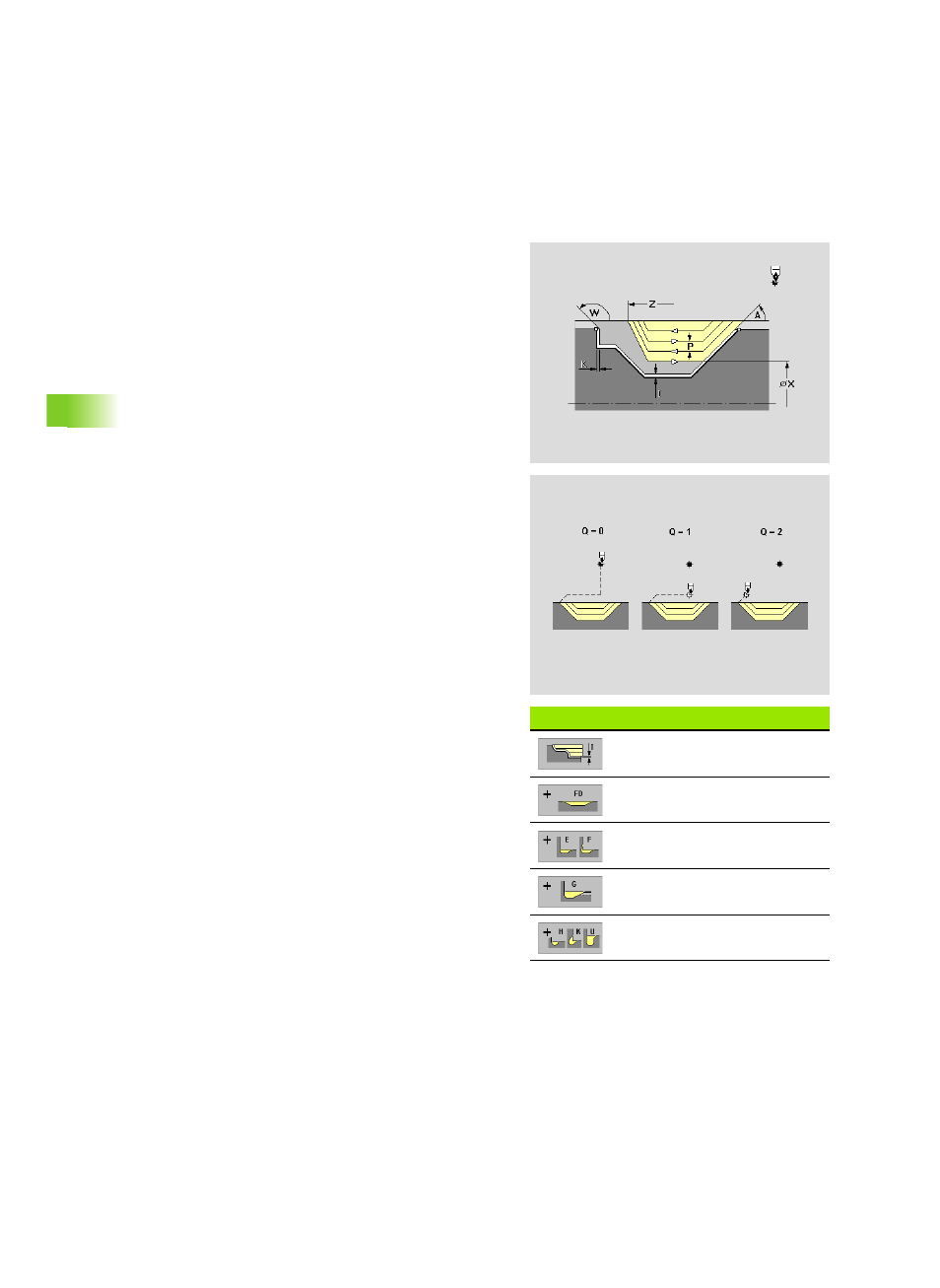
Schruppen auskammern – neutrale Wkz (G835)
Die IAG generiert für den selektierten Konturbereich den Zyklus G835.
Softkeys „Schruppbearbeitung“
Längsaufmaß/konstantes Aufmaß
Freidrehung FD bearbeiten
Freistiche E und F bearbeiten
Freistiche G bearbeiten
Freistiche H, K und U bearbeiten
Parameter
P
Schnitttiefe (maximale Zustellung)
A
Anfahrwinkel – Bezug: Z-Achse (default 0°/180°)
W
Abfahrwinkel – Bezug: Z-Achse (default 90°/270°)
X
Schnittbegrenzung
Z
Schnittbegrenzung
I
Abhängig von der Softkey-Einstellung:
Längsaufmaß
Konstantes Aufmaß (generiert „Aufmaß G58“ vor dem
Zyklus)
K
Planaufmaß
Eintauchen (fallende Konturen bearbeiten) ?
Ja
Nein
E
Reduzierter Eintauchvorschub bei fallenden Konturen
Bidirektionale Zerspanung
Ja: Zerspanung mit Zyklus G835
Nein: Zerspanung mit Zyklus G830
Q
Freifahrart bei Zyklusende
Q=0: zurück zum Startpunkt (erst Z- dann X-Richtung)
Q=1: positioniert vor der fertigen Kontur
Q=2: hebt ab auf Sicherheitsabstand und stoppt
Freistich-Bearbeitung. Die Einstellung erfolgt per Softkey.