23 bohrzyklen, Bohrzyklus g71 – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 246
246
4.23 Bohrzyklen
4.23 Bohrzyklen
Bohrzyklus G71
G71 erstellt axiale/radiale Bohrungen mit feststehenden oder
angetriebenen Werkzeugen für:
Einzelbohrung ohne Konturbeschreibung
Bohrung mit Konturbeschreibung (Einzelbohrung oder Lochmuster)
Vorbohrpositionen, die Sie mit den Fräszyklen „G840 A1 ..“, „G845
A1 ..“ oder „G846 A1 ..“ ermitteln, bohren Sie mit „G71 NF..“ vor
(siehe “Fräszyklen” auf Seite 262).
Beispiel: G71
. . .
N1 T5 G97 S1000 G95 F0.2 M3
N2 G0 X0 Z5
N3 G71 Z-25 A5 V2
[Bohren]
. . .
Parameter
NS
Satznummer Kontur
Referenz auf die Kontur der Bohrung (G49-, G300- oder
G310-Geo)
keine Eingabe: Einzelbohrung ohne Konturbeschreibung
NF
Referenz, aus der der Zyklus die Vorbohrpositionen ausliest
[1..127].
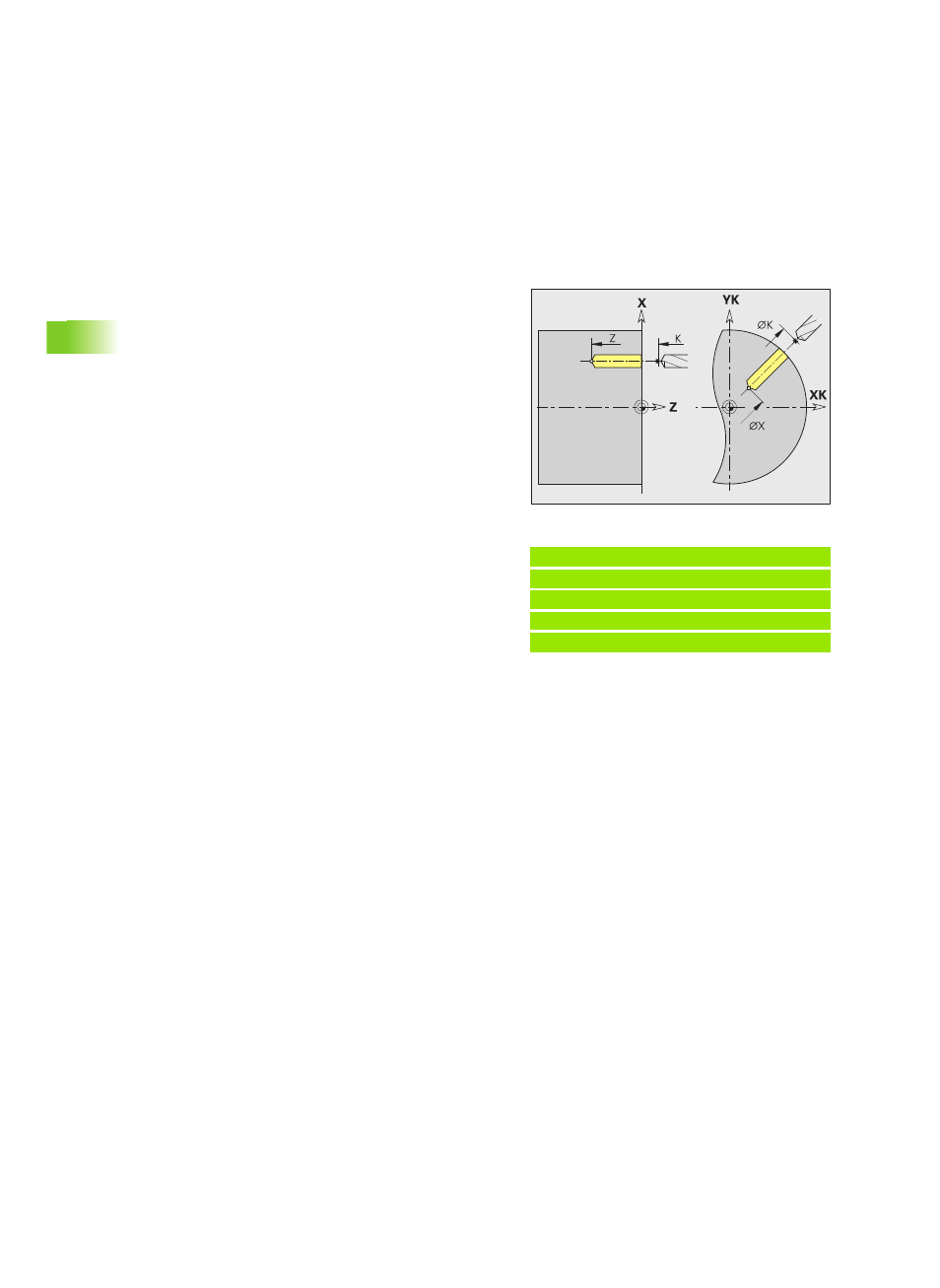
X
Endpunkt axiale Bohrung (Durchmessermaß)
Z
Endpunkt radiale Bohrung
E
Verweilzeit zum Freischneiden am Bohrungsende (in
Sekunden) – (default: 0)
V
Vorschubreduzierung (50 %) – (default: 0)
V=0 oder 2: Reduzierung am Anfang
V=1 oder 3: Reduzierung am Anfang und am Ende
V=4: Reduzierung am Ende
V=5: keine Reduzierung
D
Rückzug-Geschwindigkeit (default: 0)
D=0: Eilgang
D=1: Vorschub
K
Rückzugsebene (radiale Bohrungen, Bohrungen YZ-Ebene:
Durchmessermaß) – (default: Rückzug zur Startposition bzw.
auf Sicherheitsabstand)
H1
Ab Software-Version 625 952-04:
Spindelbremse (H1 wird ausgewertet, wenn in Maschinen-
Parameter 1019, .. die Bremse eingetragen ist) – default: 0
0: Spindelbremse aktivieren
1: Spindelbremse nicht aktivieren