HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 518
518
6.14 Int
e
raktiv
e Arbeitsplang
ener
ier
ung (IA
G
)
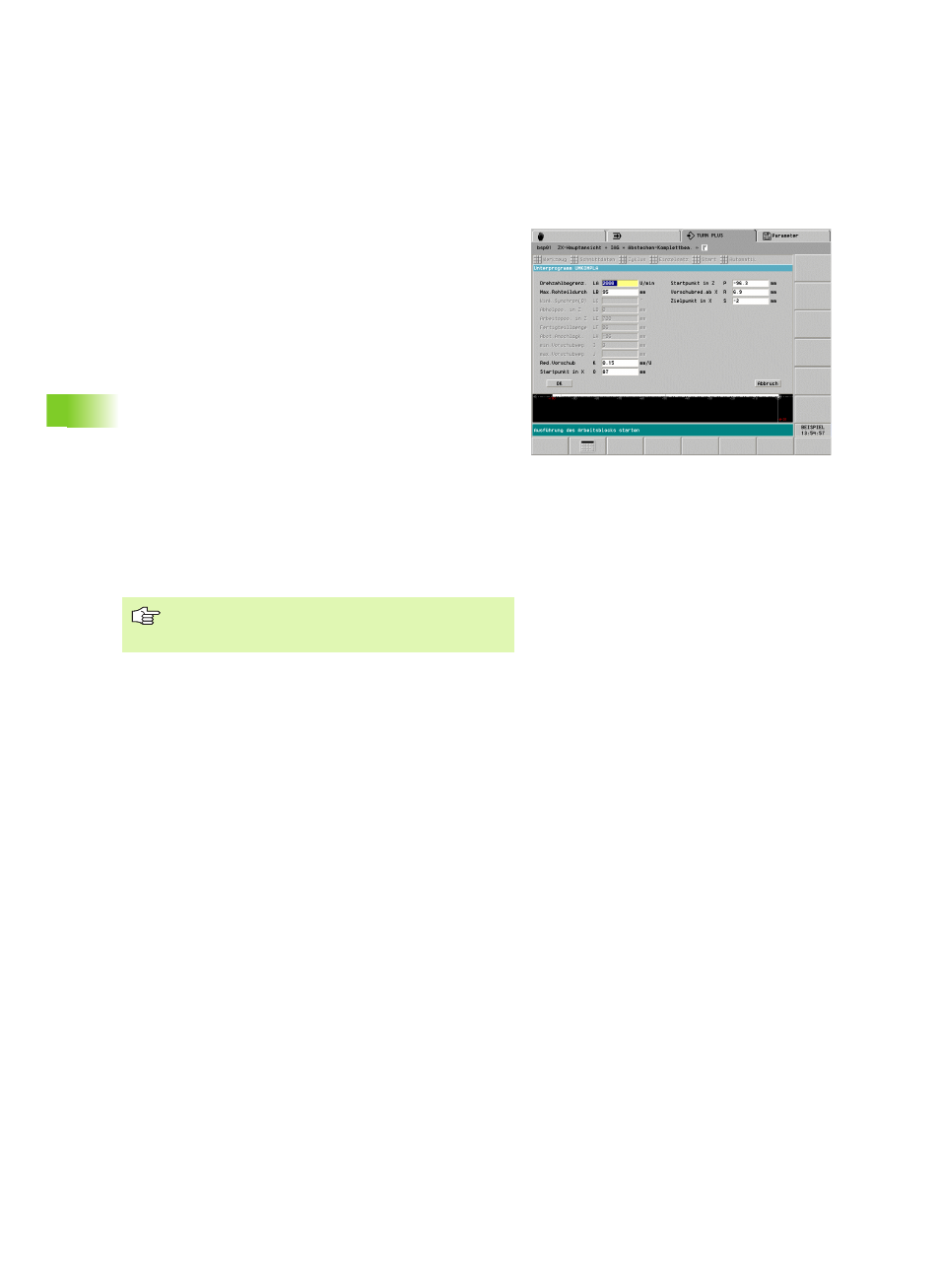
Expertenprogramm „UMKOMPLA“
Das in „UP-UMKOMPLA“ (Bearbeitungs-Parameter 21) eingetragene
Expertenprogramm sticht das Werkstück ab und übergibt es der
Gegenspindel.
TURN PLUS trägt die ermittelten Parameter als Vorschlagswerte ein.
Überprüfen bzw. ergänzen Sie die Einträge.
Parameter (Beispiel)
LA
Drehzahlbegrenzung für den Abstechvorgang
LB
Maximaler Rohteildurchmesser (Vorschlagswert: aus der
Werkstückbeschreibung)
K
Reduzierter Vorschub für den Abstechvorgang
0: keine Vorschubreduzierung
>0: (reduzierter) Vorschub
O
Startpunkt in X für den Abstechvorgang. (Vorschlagswert: aus
der Werkstückbeschreibung)
P
Startpunkt in Z für den Abstechvorgang (Vorschlagswert:
vertikales Element aus der „Selektion“)
R
Vorschubreduzierung in X. Ab dieser Position wird mit
reduziertem Vorschub gefahren.
S
Zielposition in X. Endposition beim Abstechen.
Expertenprogramme stellt der Maschinen-Hersteller zur
Verfügung. Entnehmen Sie dem Maschinen-Handbuch die
Bedeutung der Parameter und den Ablauf des Programms.