27 f räszyklen – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 264
264
4.27 F
räszyklen
„D“ und „V“ programmieren Sie, um Teile einer Figur zu bearbeiten.
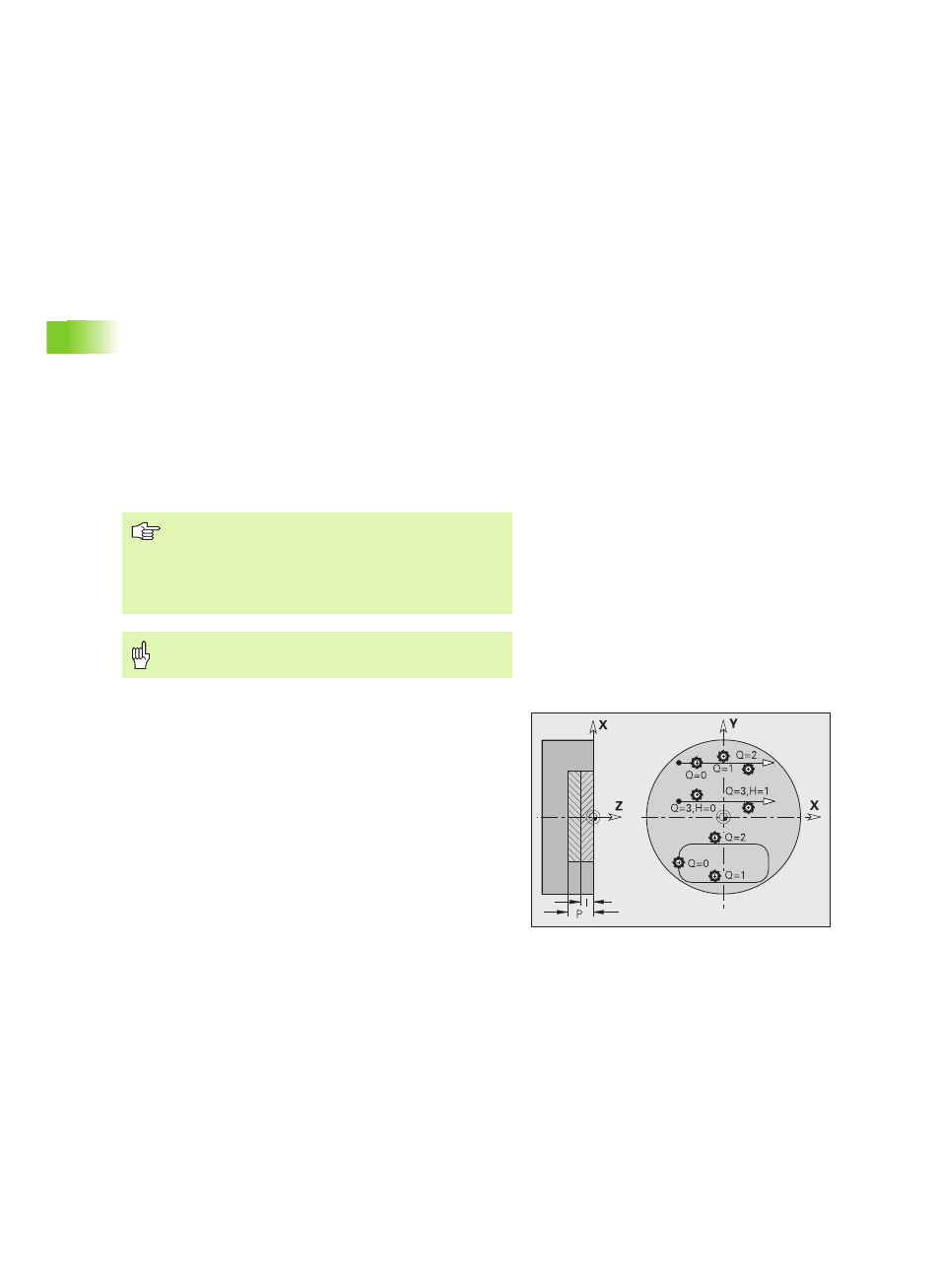
G840 – Fräsen
Die Fräsrichtung und die Fräserradiuskompensation (FRK)
beeinflussen Sie mit dem „Zyklustyp Q“, der „Fräslaufrichtung H“
und der Drehrichtung des Fräsers (siehe Tabelle). Programmieren Sie
nur die in folgender Tabelle aufgeführten Parameter.
Siehe auch:
G840 – Grundlagen: Seite 262
G840 – Vorbohrpositionen ermitteln: Seite 263
D
Anfang Elementnummer bei Teilfiguren
Die Kontur-Beschreibungsrichtung bei Figuren ist „gegen den
Uhrzeigersinn“. Das erste Konturelement bei Figuren:
Zirkulare Nut: der größere Kreisbogen
Vollkreis: der obere Halbkreis
Rechtecke, Vielecke und lineare Nut: Der „Lagewinkel“
zeigt auf das erste Konturelement.
V
Ende Elementnummer bei Teilfiguren
A
Ablauf „Vorbohrpositionen ermitteln“: A=1
NF
Positions-Marke – Referenz, unter der der Zyklus die
Vorbohrpositionen speichert [1..127].
WB
Nachbearbeitungsdurchmesser – Durchmesser
Fräswerkzeug
Der Zyklus berücksichtigt den Durchmesser des aktiven
Werkzeugs bei der Berechnung der Vorbohrpositionen.
Wechseln Sie deshalb vor Aufruf des „G840 A1 ..“ den
Bohrer ein.
Programmieren Sie Aufmaße beim Ermitteln der
Vorbohrpositionen und beim Fräsen.
Der G840 überschreibt Vorbohrpositionen, die noch unter
der Referenz „NF“ gespeichert sind.
Parameter – Vorbohrpositionen ermitteln