Wechsel der) schneidenkorrektur g148 – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 208
Advertising
208
4
.1
9
We
rk
z
e
u
g
e
, K
o
rr
e
k
tu
re
n
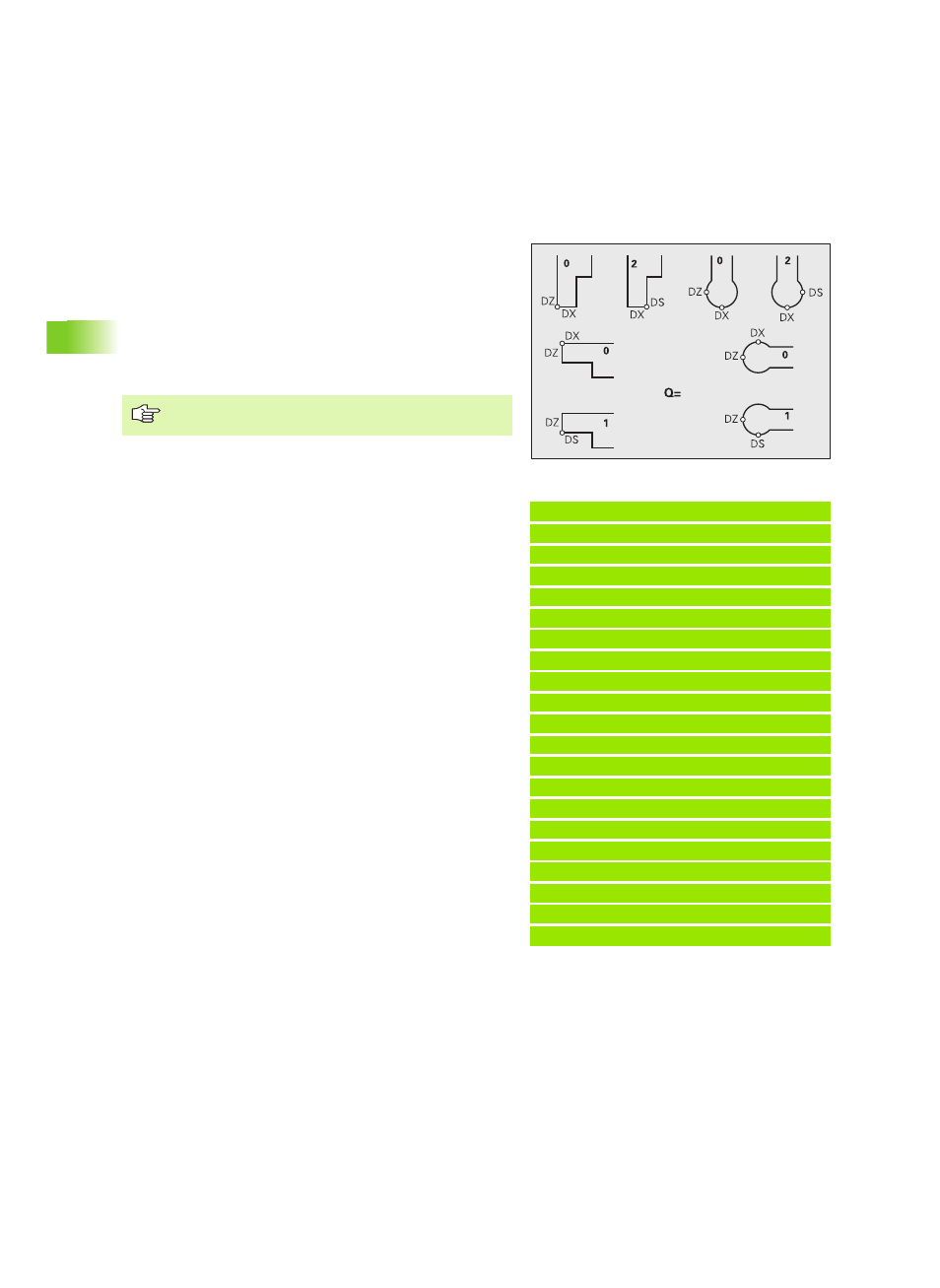
(Wechsel der) Schneidenkorrektur G148
G148 definiert die zu verrechnenden Verschleißkorrekturen. Bei
Programmstart und nach einem T-Befehl sind DX, DZ aktiv.
Beispiel: G148
. . .
N1 T3 G95 F0.25 G96 S160 M3
N2 G0 X62 Z2
N3 G0 Z-29.8
N4 G1 X50.4
N5 G0 X62
N6 G150
N7 G1 Z-20.2
N8 G1 X50.4
N9 G0 X62
N10 G151
[Einstechen Schlichten]
N11 G148 O0
[Korrektur wechseln]
N12 G0 X62 Z-30
N13 G1 X50
N14 G0 X62
N15 G150
N16 G148 O2
N17 G1 Z-20
N18 G1 X50
N19 G0 X62
. . .
Parameter
Q
Auswahl (default: 0)
O=0: DX, DZ aktiv – DS inaktiv
O=1: DS, DZ aktiv – DX inaktiv
O=2: DX, DS aktiv – DZ inaktiv
Die Stechzyklen G860, G866, G869 berücksichtigen
automatisch die „richtige“ Verschleißkorrektur.
Advertising