Umspannen – 1. aufspannung nach 2. aufspannung, 13 rüst en – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 488
488
6.13 Rüst
en
Umspannen – 1. Aufspannung nach
2. Aufspannung
Das „Umspannen – 1. Aufspannung nach 2. Aufspannung“ leitet die
Bearbeitung der zweiten Aufspannung ein.
Definieren Sie zuerst die Spannmittel. Danach aktiviert TURN PLUS
ein Expertenprogramm aus Bearbeitungs-Parameter 21. Welches
Expertenprogramm aktiviert wird, ist von den Einträgen „Spindel“ aus
„1. Aufspannung ..“ und „2. Aufspannung ..“ im Programmkopf und
vom Eintrag in der „Bearbeitungsfolge“ abhängig:
Unterschiedliche Spindeln in „1. Aufspannung ..“ und „2.
Aufspannung ..“ eingetragen (Maschine mit Gegenspindel):
Haupt- und Subbearbeitung „Umspannen –
Komplettbearbeitung“: Eintrag von „UP-UMKOMPL“ (Übergabe
an Gegenspindel)
Haupt- und Subbearbeitung „Abstechen – Komplettbearbeitung“:
Eintrag von „UP-UMKOMPLA“ (Abstechen und Übergabe an
Gegenspindel)
Gleiche Spindel in „1. Aufspannung ..“ und „2. Aufspannung ..“
eingetragen (Komplettbearbeitung in Maschine mit einer Spindel):
Haupt- und Subbearbeitung „Umspannen –
Komplettbearbeitung“: Eintrag von „UP-UMHAND“ (manuelles
Umpsannen)
Haupt- und Subbearbeitung „Abstechen – Komplettbearbeitung“:
Eintrag von „UP-ABHAND“ (Abstechen und manuelles
Umpsannen)
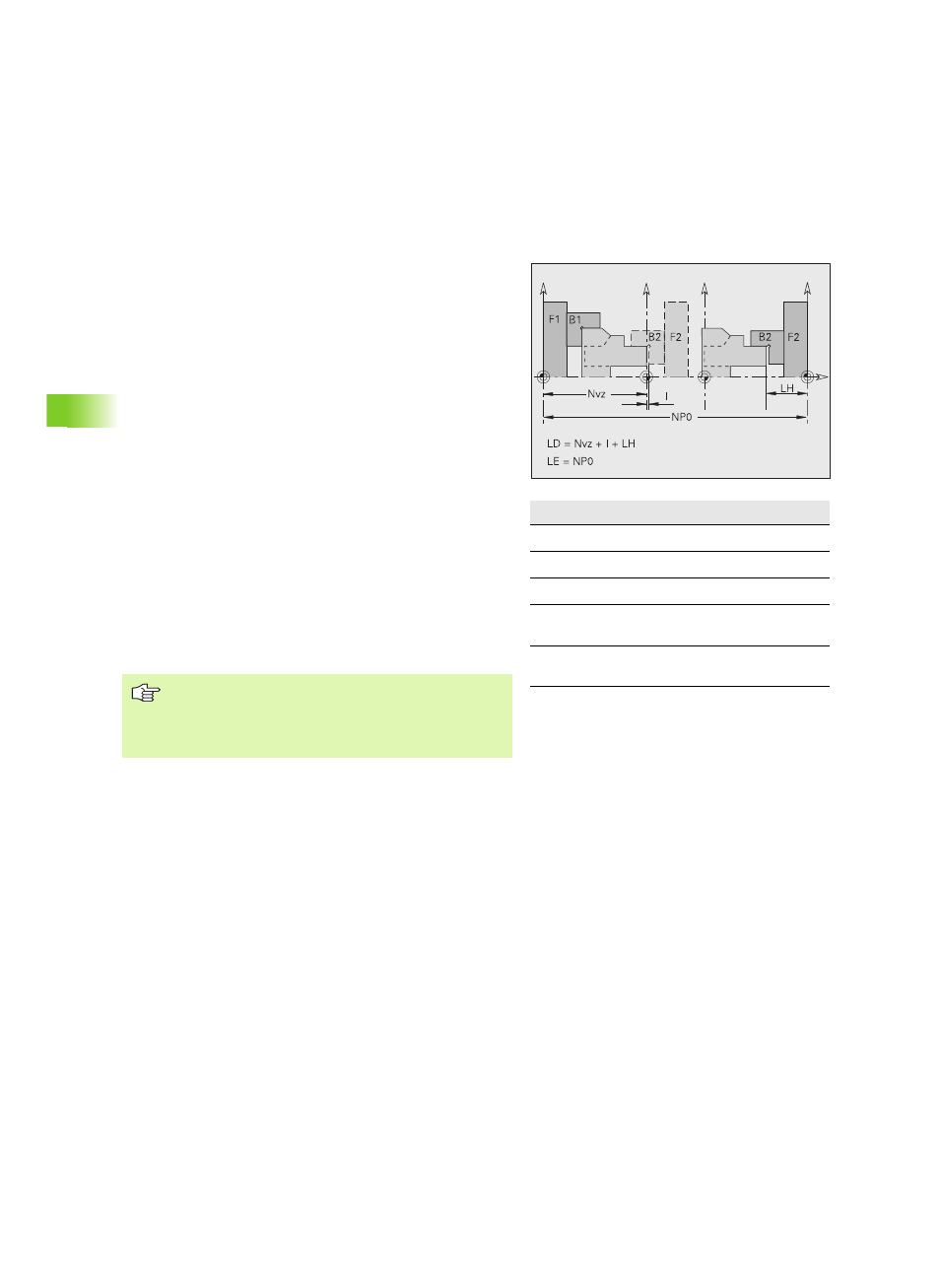
Das Bild erläutert Parameter, die bei der Übergabe des Werkstücks an
die Gegenspindel relevant sind.
Bezeichnungen
F1/B1
Futter/Spannbacke Hauptspindel
F2/B2
Futter/Spannbacke Gegenspindel
Nvz
Nullpunkt-Verschiebung (G59, ...)
I
Sicherheitsabstand auf Rohteil
(Bearbeitungs-Parameter 2)
NP0
Nullpunkt-Offset (z.B. MP 1164 für Z-Achse
$1)
Betrachten Sie die folgenden Expertenprogramme als
Beispiel. Expertenprogramme stellt der Maschinen-
Hersteller zur Verfügung. Entnehmen Sie die Bedeutung
der Parameter und den Ablauf des Programms dem
Maschinen-Handbuch.