Abschnitt spannmittel, Seite 142, 4 pr ogr a mmabsc hnit t-k ennung – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 142
142
4.4 Pr
ogr
a
mmabsc
hnit
t-K
ennung
Abschnitt SPANNMITTEL
Der Programmabschnitt SPANNMITTEL x (x: 1..4) definiert die
Belegung der Spindel x. Sie erstellen mit den Identnummern von
Spannfutter, Spannbacke und Spannzusatz (Körnerspitze etc.) die
„Spannmitteltabelle“.
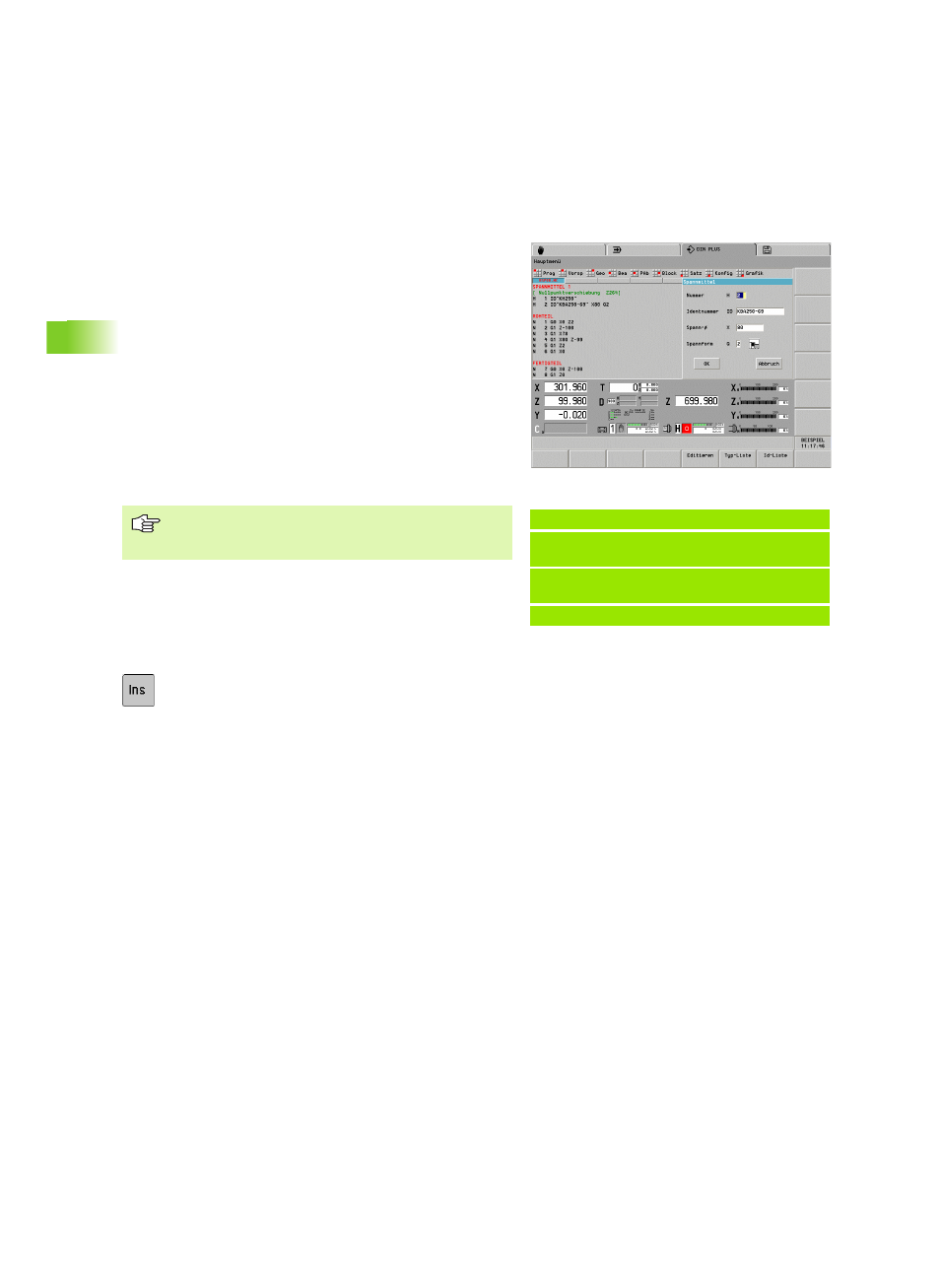
Spannmitteldaten eingeben:
U
„Vorsp(ann) > Spannmittel“ wählen. Der CNC PILOT
positioniert den Cursor in den Abschnitt
SPANNMITTEL.
U
Cursor positionieren
U
INS-Taste drücken: Der Editor öffnet die Dialogbox
„Spannmittel“.
U
Dialogbox editieren
Spannmitteldaten ändern:
U
Cursor auf das Spannmittel positionieren
U
ENTER drücken
U
Dialogbox „Spannmittel“ editieren
Beispiel: „Spannmitteltabelle“
SPANNMITTEL 1
H1 ID"KH250"
[Spannfutter]
H2 ID"KBA250-77"
[Spannbacken]
. . .
Parameter Dialogbox „Spannmittel“
H
Spannmittelnummer (Referenz für G65)
H=1: Spannfutter
H=2: Spannbacke
H=3: Spannzusatz – Spindelseite
H=4: Spannzusatz – Reitstockseite
ID
Identnummer des Spannmittels (Referenz zur Datenbank)
X
Spanndurchmesser der Spannbacke
Q
Spannform bei Spannbacken (siehe G65)
Die „Spannmitteltabelle“ wird in der Simulation
ausgewertet (G65). Sie hat keinen Einfluss auf die
Programmausführung.