20 konturbezogene drehzyklen, Mit konturbezogenen zyklen arbeiten, Längs-schruppen g810 – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 212
212
4.20 K
ont
urbez
o
g
e
ne Dr
ehzyklen
4.20 Konturbezogene Drehzyklen
Mit konturbezogenen Zyklen arbeiten
Satzreferenzen ermitteln:
Konturdarstellung aktivieren:
U
Softkey drücken, oder Menüpunkt „Grafik“ wählen
U
Cursor auf Eingabefeld „NS“ oder „NE“ stellen
Auf Grafikfenster umschalten:
U
Softkey WEITER drücken
Konturelement auswählen:
U
Konturelement mit „Pfeil links/rechts“ auswählen
U
„Pfeil auf/ab“ wechselt zwischen Konturen (auch
Stirnseitenkonturen, etc.)
U
Satznummer des Konturelements mit ENTER
übernehmen
Schnittbegrenzung
Die Werkzeugposition vor dem Zyklusaufruf ist maßgebend für die
Ausführung einer Schnittbegrenzung. Der CNC PILOT zerspant das
Material auf der Seite der Schnittbegrenzung, auf der das Werkzeug
vor dem Zyklusaufruf steht.
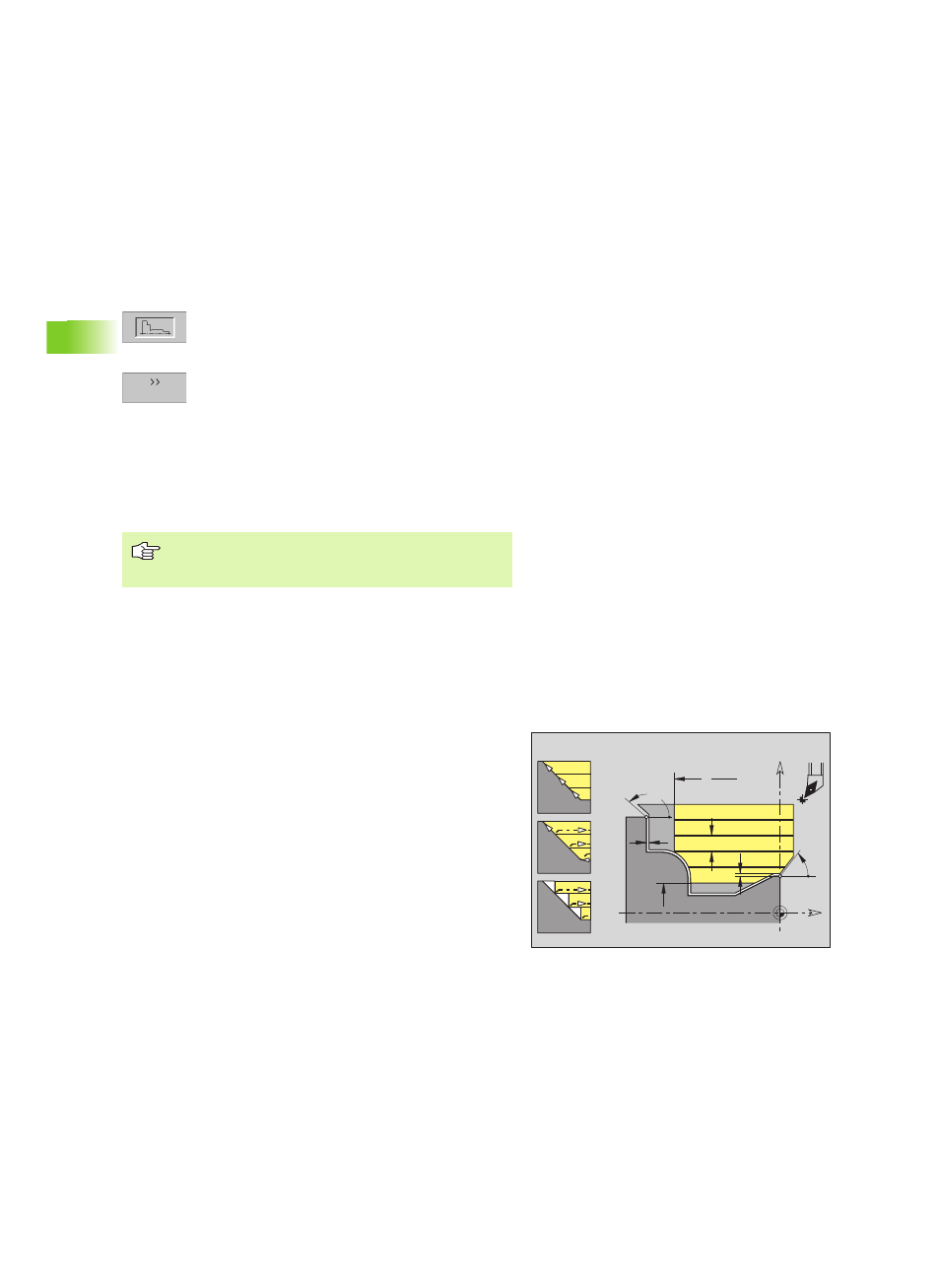
Längs-Schruppen G810
G810 zerspant den durch „NS, NE" beschriebenen Konturbereich von
„NS nach NE“. Gegebenenfalls wird die Zerspanungsfläche in
mehrere Bereiche unterteilt (Beispiel: bei Konturtälern).
Bei Betätigung von „Pfeil auf/ab“ berücksichtigt der CNC
PILOT auch Konturen, die nicht auf dem Bildschirm
angezeigt werden.
0
2
H
1
W
A
K
X
Z
P
I
Z
Ø
X
Ø
Parameter
NS
Anfang-Satznummer (Beginn des Konturabschnitts)
NE
Ende-Satznummer (Ende des Konturabschnitts)
NE nicht programmiert: Das Konturelement NS wird in
Konturdefinitionsrichtung bearbeitet.
NS=NE programmiert: Das Konturelement NS wird
entgegen Konturdefinitionsrichtung bearbeitet.
P
Maximale Zustellung
I
Aufmaß in X-Richtung (Durchmessermaß) – (default: 0)
K
Aufmaß in Z-Richtung (default: 0)